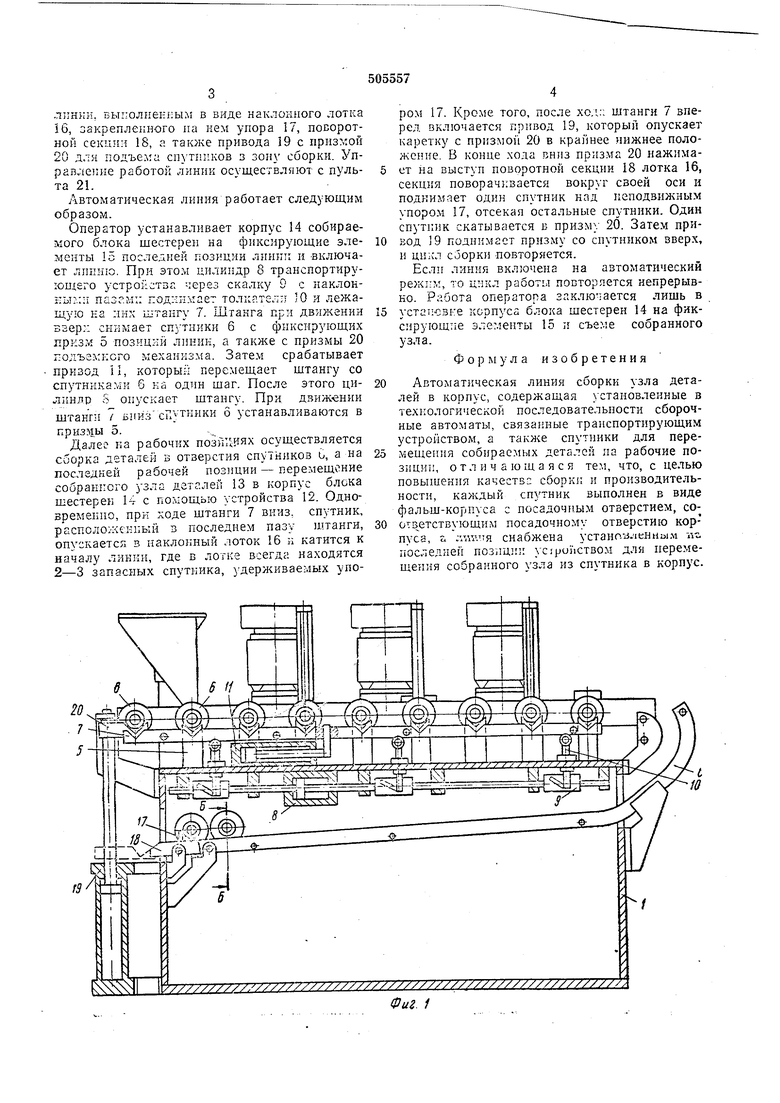
лннкк. ьыполнеккым в виде наклонного лотка 16, оакреплекн-ого па кем упора 17, посоротной секции 18, а также привода 19 с призмой 20 дли подъема спутпиков з зопу сборки. Управлеике работой линии осуществляют с пульта 21.
Автоматическая линия работает следующим образом.
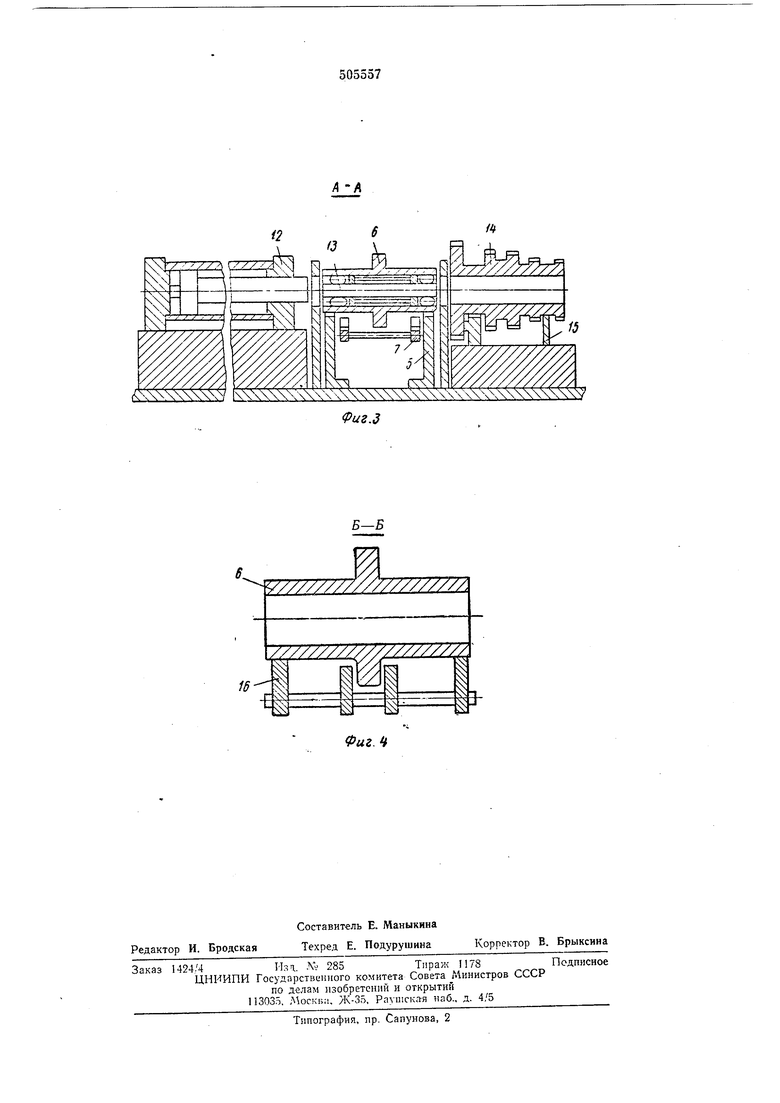
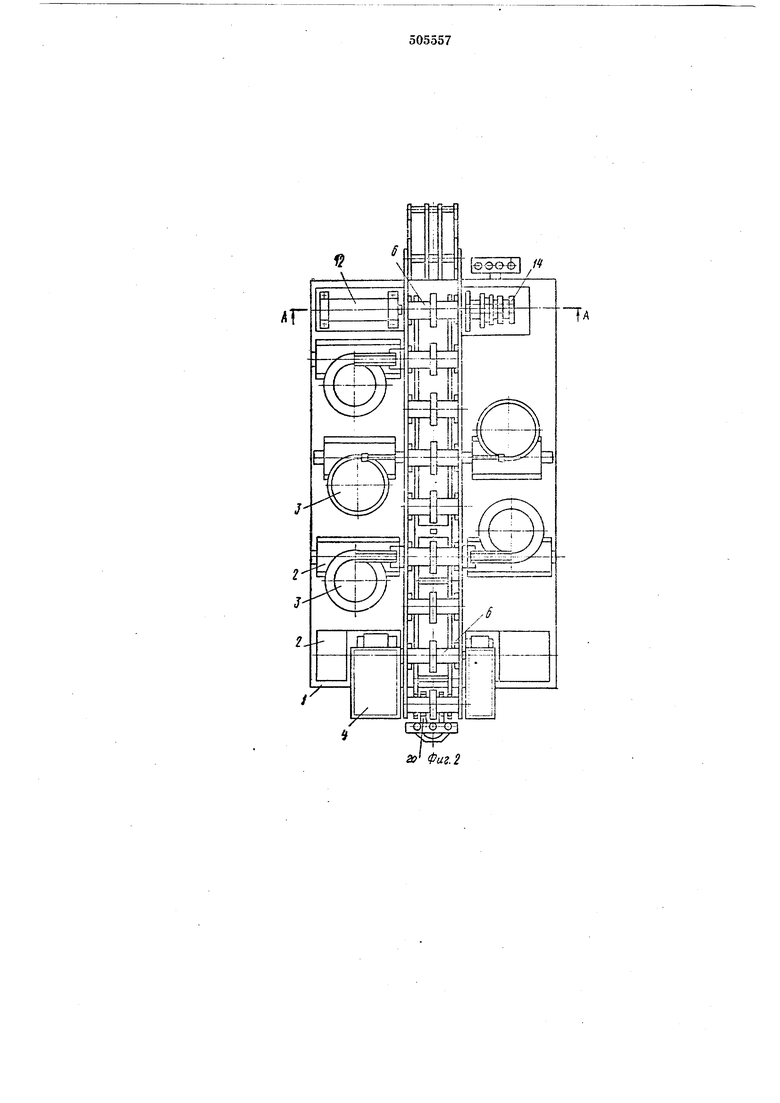
Оператор устанавливает корпус 14 собираемого блока шестерен на фиксирующие элементы 15 последней позиции линии и -включает лппню. При этом цилиндр 8 транспортирующего устроз-.стзг. через скалку 9 с наклонкыма пазам;; под;шл1ает тол;:ателл 10 и лежащую на ;1их штапгу 7. Штанга при движении ззер:: снимает спутники 6 с фиксирующих лризм 5 познц;-1й линии, а также с призмы 20 голъемксго механизма. Затем срабатывает призод И, который перемещает штангу со спутниками 6 ка один шаг. После этого цилиндр S опускает штангу. При движ-ении штанги 7 БПИзсГЛткики 6 устанавливаются в призмы 5.
Далео па рабочих позниЯях осуществляется сборка деталей в отверстия спутников и, а на последней рабочей позиции - перемещение собранного узла деталей 13 в корпус блока шестерен 14 с помощью устройства 12. Одновременпо, при ходе штанги 7 вниз, спутник, располо ; :ск1;ый з последнем пазу штанги, опускается в наклонный лоток 16 к катится к началу .чинки, где в лотке всегда находятся 2-3 запасных спутника, удерживаемых упором 17. Кроме того, после xo.i:: илтанги 7 вперед включается 19, который опускает каретку с призмой 20 в крайнее нижнее положение. В конце хода вниз призма 20 нажимает на выступ поворотной секции 18 лотка 16, секция поворачивается вокруг своей оси и поднимает один спутник над неподвижным упоро.м 17, отсекая остальные спутники. Один спутник скатывается Б призму 20. Затем привод 19 поднимает призму со спутником вверх, и ци;;л сборки -повторяется.
Если линия включена на автоматический режим, то цикл работы повторяется непрерывно. Работа оператора заключается лишь в
установке корпуса блока шестерен 14 на фиксирующие элементы 15 и съеме собранного узла.
Формула изобретения
Автоматическая линия сборки узла деталей в корпус, содержащая установленные в технологической последовательности сборочные автоматы, связанные транспортирующим устройством, а также для перемещепия собираемых деталей на рабочие позиции, отличающаяся тем, что, с целью повышения качестве сборки и производительности, каждый спутник выполнен в виде фальш-корпуса с посадочным отверстием, соотз етствующим посадочному отверстию корпуса, г ;ллгл я снабжена устаноУленна1Л1 v. последней позишп: усфииством для перемещения собранного узла из спутника в корпус.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Устройство для транспортирования деталей | 1981 |
|
SU996169A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| Автомат для сборки резьбовых соединений | 1975 |
|
SU568530A1 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
Составитель Е. Маныкина Техред Е. Подурушина
Редактор И. Бродская Заказ
Корректор В. Брыксина Из-;. Л 1424/4 ЦНИИПИ Государственного комитета Совета Министров СССР по д€лам изобретений и открытий 113035. Моск1;л, Ж-35, Раушская наб., д. 4/5 Тпнография, пр. Сапунова, 2 Подписное Тмраж 1178
