(54) УСТАНОВКА ДЛЯ СБОРКИ И ДУГОВОЙ СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
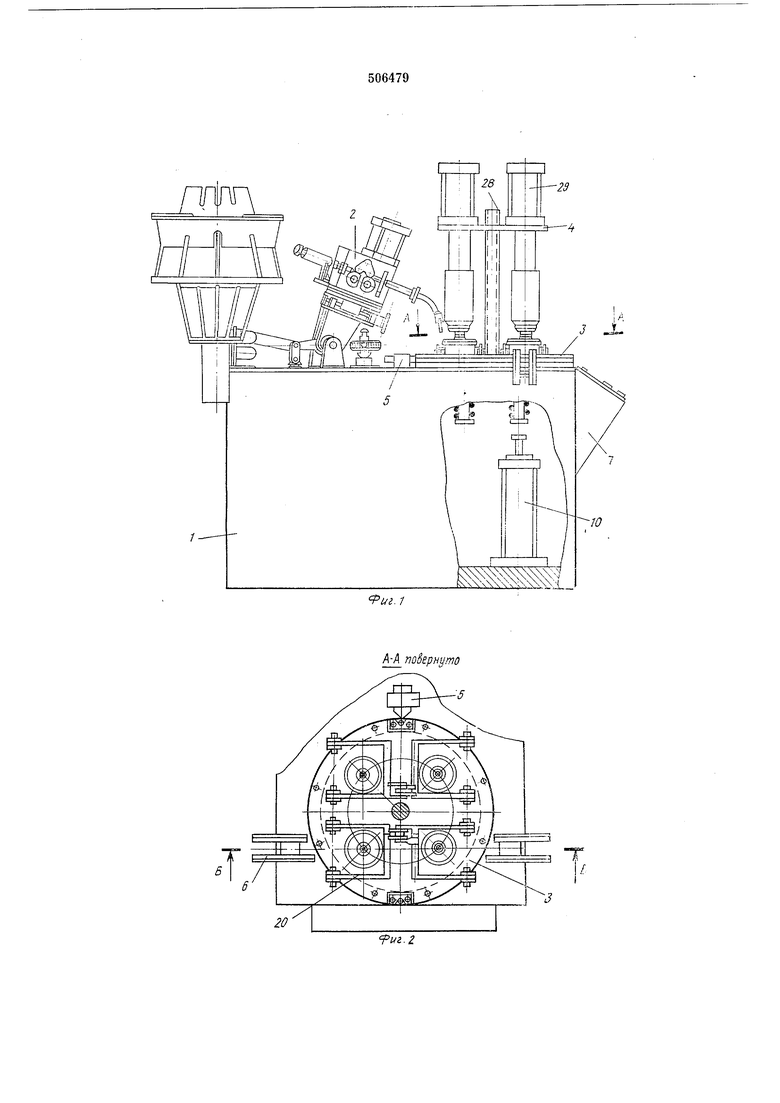
14. На верхнем конце каждого шпинделя закреплена опора 15, предназначенная для фиксации изделия, «а нижнем конце - зубчатое колесо 16. Зубчатые колеса каждой пары шпинделей снабжены паразитной шестерней 17, смонтированной на стороне поворотного стола 3. В каждой из направляюших втулок установлен вертикальный нружннный толкатель 18, на верхнем конце которого установлена горизонтальная ось 19. На ось надеты соответственно шпинделям 13 два П-образных съемника 20, шарнирно установленных с возможностью перемешения вдоль шпинделей над поворотным столом.
Электромоторный привод 8 поворотного стола 3, смонтированный вертикально на боковой внутренней стороне станины 1, снабжен шестерней 21 и установлен с возможяостыо зацепления с зубчатым венцом планшайбы 11.
Электромоторный привод 9 врашения, смонтированный вертикально внутри станины со стороны механизмов 2 нодачи сварочной проволоки, снабжен шестерней 22 и установленным горизонтально с возможностью качания относительно оси шестерни 22 рычагом 23, на другом конце которого закреплен блок шестерен 24 и 25. При этом шестерня 24 соединена С шестерней 22 ценью 26, а рычаг 23 связан со станиной пружиной 27.
Устройство 4 для зажима изделия выполнено в виде расположенного на вертикальной стойке 28, закрепленной в центре поворотного стола 3, каркаса, который несет расположенные соосно со шниделями 13 пневмоприжимы 29. На каждом из шпинделей закреплен с возможностью взаимодействия с выключателем 30, смонтированным внутри станины 1, сменный лепесток 31, выполненный в виде диска. Для сварки изделий прерывистыми Швами сменные лепестки выполняют с зубчатыми периметрами, число и длина зубцов соответствуют конфигурации сварного шва на изделии.
Работает установка следуюш;им образом.
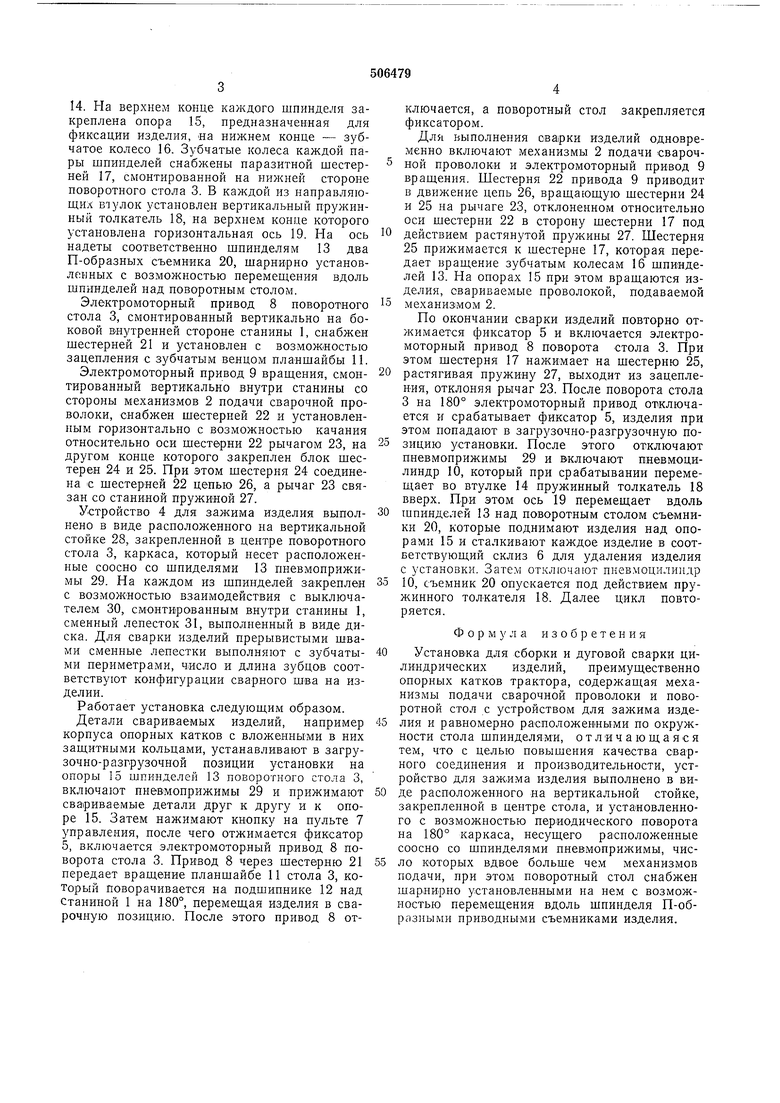
Детали свариваемых изделий, например корпуса опорных катков с вложенными в них защитными кольцами, устанавливают в загрузочно-разгрузочной позиции установки на опоры 15 шпинделей 13 поворотного стола 3, включают пневмоприжимы 29 и нрижимают сва риваемые детали друг к другу и к оноре 15. Затем нажимают кнопку на пульте 7 управления, после чего отжимается фиксатор 5, включается электромоторный привод 8 поворота стола 3. Привод 8 через шестерню 21 передает врашение планшайбе 11 стола 3, который поворачивается на подшипнике 12 над Станиной 1 на 180°, перемещая изделия в сварочную позицию. После этого привод 8 отключается, а поворотный стол закрепляется фиксатором.
Для выполнения ceaipKH изделий одновременно включают механизмы 2 подачи сварочной проволоки и электромоторный привод 9 вращения. Шестерня 22 привода 9 приводит в движение цепь 26, вращаюшую шестерни 24 и 25 на рычаге 23, отклоненном относительно оси шестерни 22 в сторону шестерни 17 под
действием растянутой пружины 27. Шестерня 25 прижимается к шестерне 17, которая передает вращение зубчатым колесам 16 шпинделей 13. На опорах 15 при этом вращаются изделия, свариваемые проволокой, подаваемой
механизмом 2.
По окончании сварки изделий повторно отжимается фиксатор 5 и включается электромоторный привод 8 поворота стола 3. При этом шестерня 17 нажимает на шестерню 25,
растягивая пружину 27, выходит из зацепления, отклоняя рычаг 23. После поворота стола 3 на 180° электромоторный привод отключается и срабатывает фиксатор 5, изделия при этом попадают в загрузочно-разгрузочную позицию установки. После этого отключают пневмоприжимы 29 и включают пневмоцилиндр 10, который нри срабатывании перемещает во втулке 14 пружинный толкатель 18 вверх. При этом ось 19 перемещает вдоль
шпинделей 13 над поворотным столом съемники 20, которые поднимают изделия над опорами 15 и сталкивают каждое изделие в соответствующий склиз 6 для удаления изделия с установки. Затем отключают пневмоцилипдр
10, съемник 20 опускается под действием пружинного толкателя 18. Далее цикл повторяется.
Ф о р м у .4 а изобретения
Установка для сборки и дуговой сварки цилиндрических изделий, преимущественно опорных катков трактора, содержащая механизмы подачи сварочной проволоки и поворотной стол с устройством для зажима издеЛИЯ и равномерно расположенными по окружности стола шпинделями, отличающаяся тем, что с целью повышения качества сварного соединения и производительности, устройство для заж-има изделия выполнено в виде расположенного на вертикальной стойке, закрепленной в центре стола, и установленного с возможностью периодического поворота на 180° каркаса, несущего расположенные соосно со шпинделями пневмоприжимы, число которых вдвое больше чем механизмов подачи, при этом поворотный стол снабжен щарнирно установленными на нем с возможностью перемещения вдоль шпинделя П-обрлзными приводными съемниками изделия.
nrlnn
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сборки и сварки цилиндрических изделий | 1978 |
|
SU737172A1 |
| Многопозиционный сварочный манипулятор | 1981 |
|
SU967758A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Многопозиционный стол | 1979 |
|
SU812531A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ | 1970 |
|
SU277150A1 |
20
повернуто
26 20
11
