многопозиционный СВАРОЧНЫЙ МАНИПУЛЯТОР

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Многопозиционный сварочный ма-НипуляТОР | 1979 |
|
SU812492A1 |
| Многопозиционный манипулятор дляСВАРКи издЕлий C пАТРубКАМи,РАСпОлОжЕННыМи пОд углОМ K ОСииздЕлия | 1979 |
|
SU841882A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Многопозиционный манипулятор | 1975 |
|
SU556017A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ИЗДЕЛИЕМ В ПРОЦЕССЕ СВАРКИ | 1990 |
|
SU1743112A1 |
| Карусельный манипулятор | 1980 |
|
SU903050A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1315207A1 |
1
Изобретение относится к усгройсгвам для сварки, преимущественно кольцевых поворотных швов.
Известен многопозиционный сварочный манипулятор, содержащий корпус, установленную на нём обойму со шпинделями, расположенными по окружности, центральное зубчатое колесо, соединённое с при водом, взаимодействующим с зубчатыми колесами, установленными на щпинделязс, и храповой диск с фиксаторами 1
В данном манипуляторе вращение шпинделей на позиции сварка производится при одном направлении вращения центрального шпинделя, а деление на шаг - при врашении центрального зубчатого колеса в противоположную сторону. Фиксация обоймы происходит за счёт прижима среза хропового диска к подпружиненным собачкам, усилием, создаваемым вращакяцим моментом центрального зубчатого колеса к шпинделям.
Недостатком этого манипулятора является одновременное вращение lecex
шпинделей при сварке изделий, хотя сварка, как правило, производится на одной позиции, а также возможность пропуска очередной позиции при повороте пла ппайбы на шаг, так как он производится визуально при повороте храпового диска относительно фиксатора и последующего хода центральной шестерни. Невозможна также определённая фиксация обоймы при неполной загрузке всех шпинделей.
10
Наиболее близким по технической сущности и ( достигаемому: результату является многопозиционный сварочный манипулятор, содержащий смонтированную на поворотном валу планшайбу с делите15льными отверстиями и шпинделями на каждой позиции, оснащёнными оправками для изделия, привод поворота планшайбы и вращения шпивделей и фиксатор планшайбы, взаимодействующий с её делитель20ными отверстиями 2 .
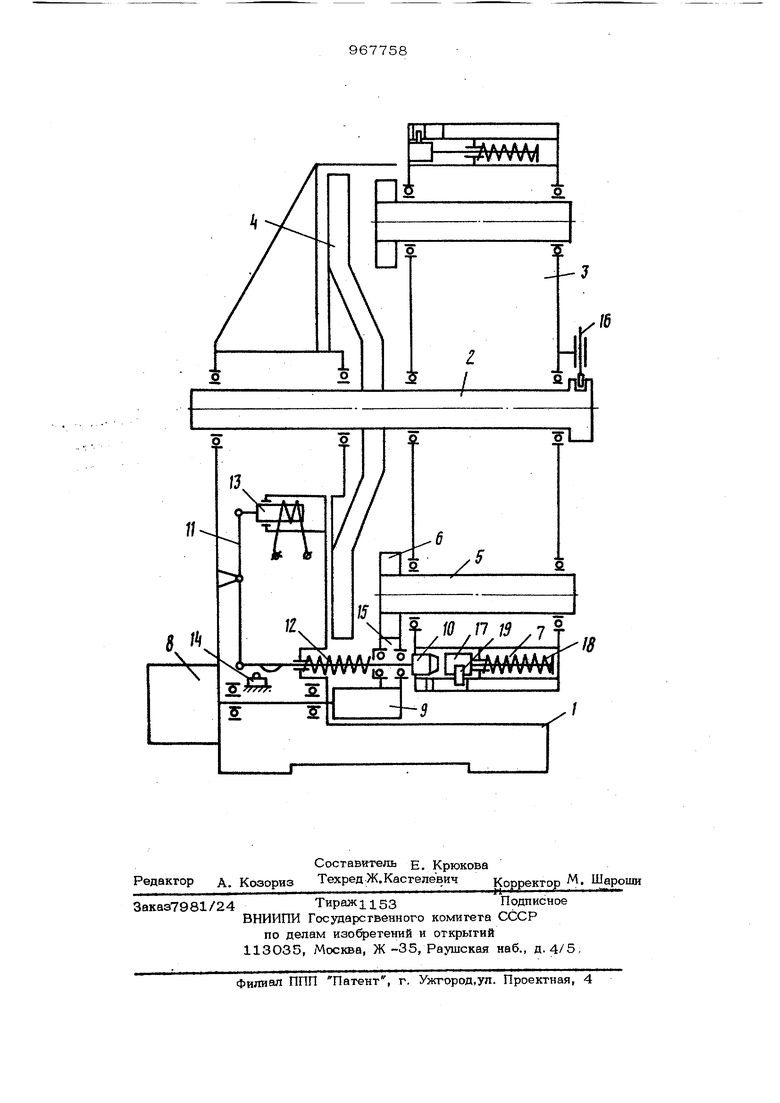
, Недостатком этого манипулятора явля ется то, гго в нем не предусматривается 96 устатговка свариваемых изделий по оси планшай&1, что сужает диапазон габаритов свариваемых изделий, а количество фиксированных положений планшайбы при неполной загрузке шпинделей, связашзых с установкой изделий различных габаритов не переналаживается, что уменьшает производительность труда. Цель изобретения - повышение произво дительности труда и расширение технологических возможностей путём изменения числа рабочих позиций манипулятора в процессе работы. С этой целью в многопозиционном сва рочном манипуляторе, содержащем смонтированную на поворотном валу планшайбу с делительными отверстиями И( шпинделями на каждой позиции, оснащёнными оправками для изделия, привод поворота планшайбы и врашения шпинделей .и фиксатор поворота планшайбы, на поворотном валу смонтирована дополнительная оправка для изделия, планшайба на валу установлена с возможностью свободного поворота и фиксации относительнс указанного вал а в делительных отверстиях планшайбы смонтированы подпружиненные упоры для фиксатора. На чертеже 1, изображён предлагаемы манипулятор. Манипулятор содержит корпус 1 с поворотным валом 2, на котором с возможностью свободного поворота установлена многопозицконная планшайба 3 и закреплена шестерня 4. На каждой позиции планшайбы смонтирован шпиндель 5 с оправкой для издели (не показано) и шестерней 6, и вьшолне ны делительные отверстия 7. На корпусе 1 установлен привод 8 по ворота планшайбь и вращения шпинделей с шестерней 9 и фиксатор 1О положения плашнайби который смонтирован на корпусе 1 посредством рычага 11, при этом фиксатор установлен на одном из плеч рычага и подпружинен пружиной 12, а другое плечо рычага соединено с электро магнитом 13. Рычаг 1 взаимодействует с конечным выключателем 4. На фиксаторе 10 смонтирована шестерня 15. Вал 2 планшайбь оснашен дсетолшттел ной справкой для изделия, (не показано) а на планшайбе установлен стсэтор Э.6, вааимодействукшгай с валом 2. В делительных отверстиях 7 планшайб 3 смонтированы выдвижные упоры 17, подпружиненные, пружиной 18 и оснашён4ые выступом 19, посредством которого существляется -.выдвижение упора 17. Манипулятор работает следующим обазом. .Приводом 8 вращается шестерня 9, аходящаяся в постоянном зацеплении с естерней 15, свободно вращающейся на иксаторе 10. . От шестерни 15 вращение передаётся пинделю 5, находящемуся на позиции варки. Планшайба 3 при этом неподвижна и зафиксирована фиксатором 10, установленным в одном из делительных отерстий 7 планшайбы. Ус тановка упоров 17 в определённое положение (утопленное или заподлицо с поверхностью планшайбы) производится при настройке манипулятора на определённый типоразмер и количество изделий, при этом нажимают на торец упора и поворачивают его выступ 19 в профильном пазу отверстия 7. По окончании цикл сварка на один из шпинделей 5 подаётся сигнал на включение электромагнита 13, который посредством рычага 11 выводит фиксатор 1О из отверстия 7 и одновременно переключает шестерню 15, осуществляя ее зацепление шестерней 4, которая через вил 2-й стопор 16 поворачивает планшайбу 3. В конце хода фиксатор 1О воздействует на конечный выключатель 14, выключает питание электромагнита 13, в результате чего фиксатор 1О от усилия пружины 12 скользит по торцу планшайбы 3, при этом шестерни 15 и 4 остаются в зацеплении. При совпадении фиксатора 10 с очередным незаглушенным отверстием 7 происходит остановка планшайбы и зацепление шестерни 15 со следующей шестерней 6, передающей вращение шпинделю 5. При сварке изделий большого габарита закрепляют его на оправке вала 2, разъединяют стопор 16 и вал 2, а электрической схемой обеспечивают постоянное включение электромагнита 13 и удержание фиксатора 10 в разъединённом с отверстием 7 состоянй.при этом шестерни 15 и 4 остаются постоянно включенными а планшайба 3 и все шпиндели 5 неподвижны. Предлагаемый.манипулятор обеспечивает автоматический или полуавтоматическийцыкл сварки при любом количестве изделий, размешакшюсся на оправках шпинделей. Цикл сварки настраивается до начала сварки партий изделий, перемещением выдвижных упоров в делительных отверстиях планшайбы и может вьшолняться оператором, что не требует высокой квалификации наладчика. Оснащение вала планшайбы оправкой для изделия, а планшайбы - стопором позволяет сваривать изделия больших га баритов. Затраты на ремонт быстроизн шивающихся деталей сокращаются в связи с тем что при сварке изделий на валу планшайй все шпиндели и планшай бы неподвижны.. ормула изобре.тения Многопозиционный сварочный манипулятор, содержащий смонтированную на поворотном валу планшайбу с делительными отверстиями и шпинделями на каждой позиции, оснащёнными оправками , для изделия, привод поворота планшайбы 58.6 и вращения щпинделей и фиксатор, повопо-г та плашнайбы, отличающийся тем, что, с целью повышения производительности и обеспечения сварки изделий различных габаритов путём изменения числа рабочих позиций манипулятора, на поворотном валу смонтирована дополнительная оправка для изделия, планшайба на валу установлена с возможностью свободного поворота .и фиксации относительно указанного вала, а в делительных отверстиях планшайбы смонтированы предпружиненные выдвижные упоры для фиксатора. Источники информации, принятые во внимание при экспертизе 1. Чвертко А.И. и др. Оборудование для электроннолучевой сварки. г.Киев, 1973, Наукова думка, стр. 267. 2.Авторское свидетельство СССР №592552, кл. В23К37/О4, 1975 (прототип).
