Целью изобретения является увеличение точности останова стана и повышение надежности его работы, включая режим пропадания натяжения на полосы на входе стана.
Это достигается применением блока определения коэффициента вытяжки полосы по сигналам от датчиков длины полосы на входе и выходе стана, который используется при вычислении пути торможения и для определения скорости на входе через величину выходной скорости и пути при определении текупдей длины (полосы в рулоне для онределения пути полосы на входе по величине пути, проходимого полосой па выходе стана.
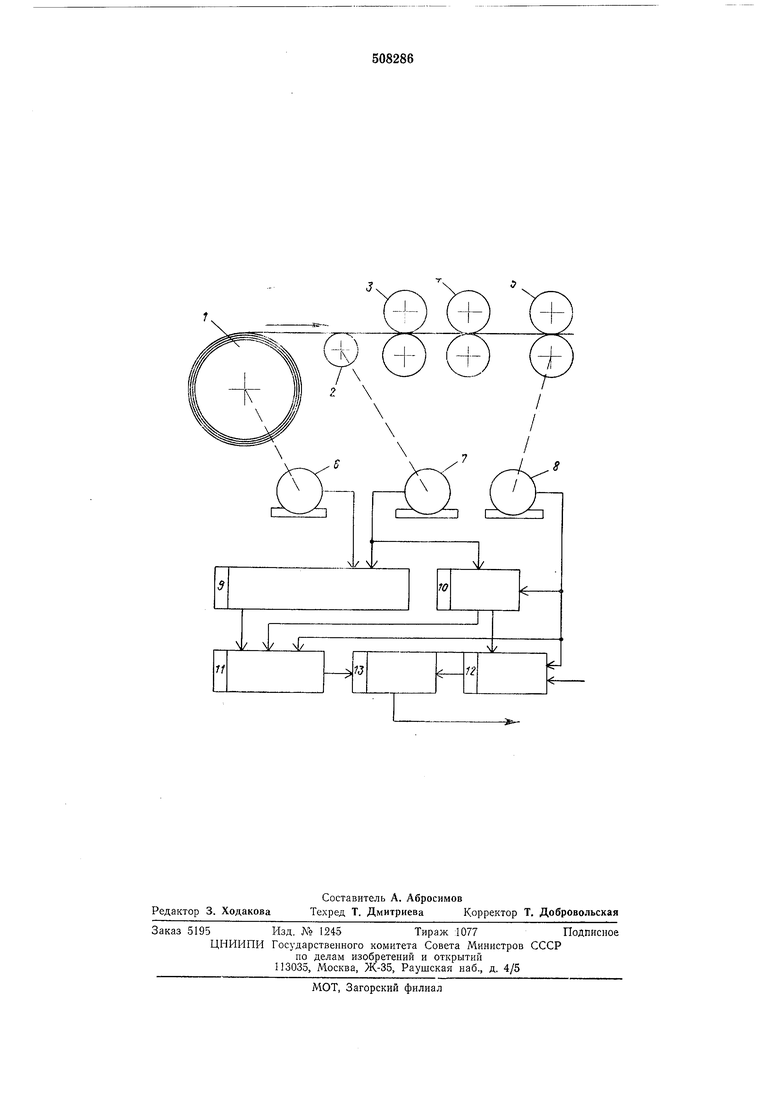
На чертеже приведена блок-схема устройства для определения начала торможения прокатного стана.
Устройство содержит разматьшатель 1, измерительный ролик 2, первую рабочую клеть 3, вторую рабочую клеть 4 и выходную клеть 5, датчик 6 оборотов разматывателя, датчик 7 длины полосы на входе стана и датчик 8 длины полосы на выходе стана, блоки 9 циклического определения длины полосы в рулоне, блок 10 циклического определения коэффициента вытяжки полосы, блок 11 определения текущего значения длины полосы в рулоне, блок 12 определения текущего значения пути торможения стана и блок 13 формирования сигнала на начало торможения.
Работа предлагаемого устройства основана на реализации следующего алгебраического выражения:
LO) (Lj ,} L
ШР
ЦЫЛ -§4яЛр
2|.ip
.up
где j.t, - коэффициент вытяжки полосы на стане.
Устройство работает следующим образом.
В момент завершения каждых 2п оборотов разматывателя в блоке 9 определяется величи(Lj- LO) (Lj + LO)
длины полосы в рулона
4nhp
пе, а в блоке 10 коэффициент вытял ки полосы (.1/, . Найденные значения поступают в блок 11 из блоков 9 и 10 и в блок 12 из блока 10, после чего по сигналам от датчика 8 в блоке 11 определяется текущая длина полосы на входе, а в блоке 12-величина пути
торможения стана. При этом в блоках 9 и 10 определяются новые значения величин длипы полосы в рулоне и коэффициента вытяжки полосы. Величины из блоков 11 и 12 поступают на входы блока 13. Если в течение очередных 2п оборотов разматывателя не наступит равенство величип из блоков И и 12, то в момент завершения очередных 2п оборотов разматывателя в блоки И и 12 поступят новые значепия постоянных коэффициентов н цикл повторится, и т. д. Если в течение очередных 2п оборотов разматывателя наступит равенство величин из блоков И и 12, то па выходе блока 13 появится сигнал на начало торможения стана.
Таким образом устройство позволяет повысить точность останова и надежность его работы.
Формула изобретения
Устройство для онределения начала торможения прокатного стана, содержащее датчики оборотов разматывателя, длины полосы на входе и длины полосы на выходе стана, блок циклического определения длины полосы в рулоне, блок определения пути торможения стана, блок определения текущей длины нолосы в рулоне и блок формирования сигнала на начало торможения, отличающееся тем, что, с целью повышения точности и надежности ра-боты системы, включая режим пропадапия натяжения на выходе стана вследствие потери сцепления полосы с барабаном разматывателя и измерительным роликом на входе в конце смотки рулона, в нем .применен блок определения коэффициента вытяжки нолосы, ко входам которого подключены выход датчика длины полосы на входе стана и выход датчика длины полосы
на выходе стана, а выходы которого подключены к входу блока определения пути торможения и входу блока определения текущей длины полосы в рулоне, причем ко входу блока определепня текущей длины полосы
в рулоне подключен выход датчика длины полосы на выходе стана.
Источники информации, принятые во внимание нри экспертизе:
1 Авт. св. № 362283, М. Кл. G 05в 19/30,
1973.
I
Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического замедленияпРОКАТНыХ CTAHOB | 1977 |
|
SU795596A1 |
| Устройство для автоматического управления торможением прокатного стана | 1977 |
|
SU659220A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ТОРМОЖЕНИЯ ЛИСТОПРОКАТНОГО СТАНА | 1972 |
|
SU354917A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОРМОЖЕНИЕМ ПРОКАТНОГО СТАНА | 1969 |
|
SU248035A1 |
| Способ управления замедлением стана холодной прокатки | 1976 |
|
SU602252A1 |
| Устройство для определения момента начала торможения агрегата обработки рулонного проката | 1980 |
|
SU933144A1 |
| Устройство для регулирования относительного обжатия | 1983 |
|
SU1119749A2 |
| Способ прокатки полосы на дрессировочном стане | 1988 |
|
SU1565552A1 |