1
Изобретение отноеится к области литейного производства, в частности к устройствам для изготовлення безопочных земляных фор м, состоящих из двух полуформ и имеющих горизонтальный разъем.
Известное устройство, содержащее станину, формовочные камеры для нижней и верхней полуформ, расположенные одна над другой и ограниченные с двух противоположных сторон горизонтальными прессующими плитами с порщневыми приводами для их возвратнопоступательного перемещения в вертикальной плоскости, модельную оснастку и надувную головку с двумя патрубками, при постановке стержней в нолуформу необходимо останавливать.
С целью простановки стержней без остановки установки формовочные камеры для нижней и верхней полуформ выполнены в виде единой формовочной камеры, в средней части которой установлена приводная перегородка, а модельная оснастка смонтирована на прессующих плитах, причем прессующая плита, расположенная п нижней части формовочной камеры, выполнена поворотной.
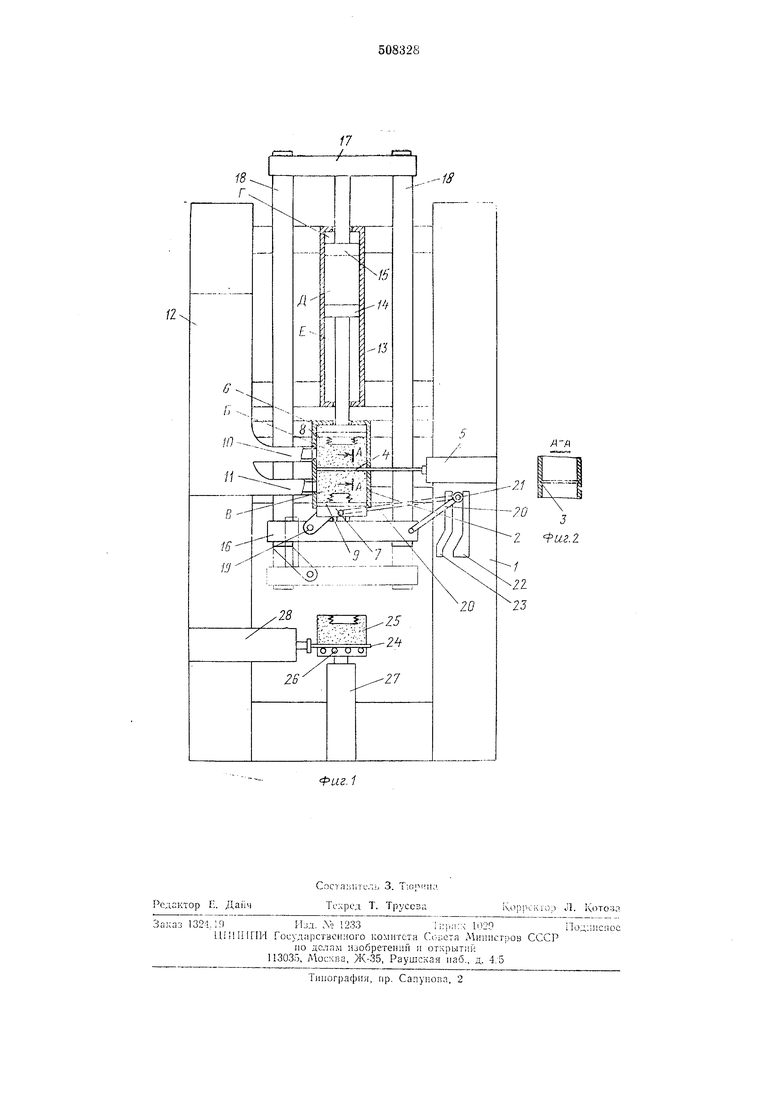
На фиг. 1 изображена установка, общий вид с частичным разрезом; на фиг. 2 - разрез по А-А на фиг. 1.
Установка содержит раму 1, на которой неподвижно закреплена единая формовочная
камера 2 для полуформ верха и низа, имеющая пазы 3 для подвижной перегородки 4 с приводом 5. Сверху и снизу формовочная камера 2 ограничена прессующими плитами 6 5 и 7, на которых установлены модельные плиты 8 и 9. При этом прессующие и модельные плиты выполнены по размеру внутренней поверхности формовочной камеры 2, что обеспечивает им надежное направление во время
0 движения.
Сверху помещена модельная плита 8, служащая для образования нижней полуформы, а снизу - модельная плита 9 для образования верхней полуформы. При введенной перегородке 4 формовочная камера 2 состоит из двух полостей: полости Б для получения нижней полуформы и полости В для получения верхней полуформы. Каждая из полостей соединена с помощью патрубков 10 и 11 с надувной головкой 12, закрепленной на раме 1. На раме размещен также прессовый двухнорищевый цилиндр 13 с порщнями 14 и 15. Цилиндр содержит три рабочих полости Г, Д и Е, каждая из которых имеет отверстия
f (на чертеже не показаны) для трубопроводов, подающих рабочий агент с помощью системы управления (отсутствует на чертеже). Система управления обеспечивает одновременное пли раздельное движение порщней 14 и 15 н
0 плавное регулирование скорости их переме3
шепий. Поршень 14 госдшС; t л1{),е; плптой 8. ;; ncpiueiUi 5 с угллт MCpej травс;)с/ 7 и ппюаиляки,) 18. Н плите 16 шпр1П)110 ка 19 пакроплспа iip:4 сующая иллта 7 с людел 110 1 илпто J, Дл
поворота 1)СССуЮ ДСЛ ПЛПТЫ 9 ЛУЖИТ СПС 14
piiDarOi; 20 с ро;1пком 21 и iionnphi :2 23. ги:по;;рсдстБСНИ() под г|))рмоночпоГ| хам-. 13011 2 ,)ас11оло/1 е1; подопочпы пи . :;. гл;. KaLui ii .чли прпема и соорк iu): )м 2а. раамсщспный па ролылиис- 2f), имскишм по
riiO;KIlOi:Tb ПСДЬОМа и Oji гкапиа :. :i: :4;;il.i|,;o .,1:
хапизма 27. Д;1;| удалс Д1я гото ;i,i. ирм I0:-ono4i;o o щитка 1 npini:i :-iU:: .и-:: 1.п;:м 28.
гройство работас ----
3 псходпом положе ; : расподо ; епы по мерлл 2, при этом i пнутрь каме|1Ы п разд1)лясг м. i Б и В, предпазпачс1лл.и; сиитв. изготовдепия ппжпеи и всп)хп. На подопочпом щитке 24 ритсдько изготовдепиая пп/кп; 25, 13 которую осуп1,еотпдяют стержней (па. чертеже яе пок; пат1) 10 п 11 с .ыо на Ki: 12 производят одп;лзреь;е1:1;ы;; 1Л1ЛД по;;остей формовсчио. ia:.icpbi ; Г1.1сл( следует упло1Ч1е1ие (прессованно) пой c; iee;; путе.) одно- реме1 ;.ю nfpi ипн обеих преееукпи,; ил;п- (i и / ;: :.м пымп илита; пг 8 п 9 отпосптельпо ф(.|;1;
с ПОМОЩ1)(:
еоответст:; .401.
иои камеры
пе),еии;1 поршией 14 и 15 j;iKaiiii.pa Прп этом nepe.ien. поро.111я 11 мепог ствеппо передается сое.:,иисппо 1 с ним дедьиой плите 8, а пере ещеиие по| пе)едается модельио и;.а;те 9 через 17, паправляюпдие 18. пдн:Л 16 и (5сь суклцей плите 7.
После прессоваиии е помои1,ы( привода 5 выводят перегородку ч из формовочпой камеры 2 и е помощью поршия 11 проталкивают впиз обе иолуформы.
При этод одио1фемет1по е двлгжеиием nopunisi 14 проиеходи1 гшремещеиие иоршпя 15 в том же паиравлепии, причем иое.чедиий перемеииетея в больп1ей екоростькэ, чем иор1пепь 14. что позволяет вывеет ; модельиую плиту S из формы (протяжка модели). При д.а.тьиейшем движепии модельио и.ить; 9 с той же екоростью она разворачивается вместе е прессовой плитой 7 вокруг оси 19 из горизоптальпого положения в вертикальиое с иомощью системы рычагов 20 и рол1П а 21, взаи oдeйeтвy oи eгo с копиром 22. Поворот модельной и прессовой плит освобождает путь для прохода по..1уформ 25 н чо.тьема ндггка 24 е ипж};е11 no,iy()opMO вверх, для приема готовой верхней нолуформы. Подьем иодоиочijoro щитка 24 производился в помощ|)Ю мехаиизма 27. Па ппжиюю полуформу устапл /:пваетея BepxiniJi ио.; форма (сборка) за пют
родолуке ;И/1 д иже1п:я поршня 14. Собраииыо М)лу(;)ор.1ы опускиются и с помощью мел:л;из.;а- 28 стал сива1отся с рольганга 26 на | :)аиспортс :. (на чертеже не показан). При :JTOM ско)осп, оиуекаг;пя механизма 27 больiiie скорости .-диККенпя поршия 14. Это позво,i;iei ;:е остаиаи.швая двпжепия упомянутого jiopuiii;-: ис П11ч 1 в:1я ь () собранных ;(лилл1 сталки1.;анием их Ypaj(cH( (.р и нодьемом по24 1 5ср; ;|.-|я приема ниж.:r;i ir:.i .;а -iiCii про:межу7ик ::. место nepxneii нолуjiCMonibKj поршня 14
jn.ii.Mv ил 1;ОДО;;ОЧИЫЙ
в iiiDKiiee поло и If) возБра, при этом МО;озьраи1аюгся з
:1ОДК;| 4 ВВОДИ .ii; liipaT модель илиты 7 Hpoi-fcчкального полое пс.мопдью сиете:,п.1
ll:u.nu::.
1ол фор;1 всегда заканчиваidii..nei по.|уфс1рмь па позипию с I ; ;i Ih ; л j :i.(4 Bij время поелед лощего .;рК,||, Jit; in I (i4f/i 11ол фор: 1 пронзводить
: jMula ii;.:i (i11Л;. .-|)ЖнеГ1. 1 ри этом получается
I allUBI-, г 1 ок изготовлепия форм. Перед. 11СЧ:р(.,1Й i: ,: иеобхо.шмо имет1 иа пози;:ач;;л(.)М
.0 I ни/1;111гло 11олу(|юрму, которою поИ,Л- СбОр лучаигг с ПОМ01Ц1ЛО данного устройства путем и ;го1овле1:11я сначала только одной иижией полуфо)мь и.П обеих полуформ. В последнем с.чучае из иотс;к;-1 ;;аля1от верхнюю полуфор/.р-, носле 4ei4) ic.,n, П эопесс тгзготозления
i. i: 3 о б р е т е н п я
изготон; еипя безоночных форм с горизоигальным 1)азьемо л. еодержапдам стаичну. формоио-чые камеры для нижней i; Bepxiiefi .м, :;аеположеиные одна над другой i ограиичеииые е двух иротивопо; ожпых cTopoi; l opизoilтaльнlJl п нресе чоН1ИМИ плиталтп с- иор1иневь мн нрнводами для их во.и ратио поступательного перемещения Б вертикальной и,ос:сости, модельную оснастку и надувпую го.тэнку с двумя нгггрубками, о т.7 и ч а 1(5 HI а я с я тем, что, с пелью проетановки сте;1жней без ос1аиов;-;и установки, формовочгиые камеры д.ля ini/кией и верхней иолуформ пыполиегп 1 в виде едииой формовочной камеры, R средней части которой установлена приподпая перегородка, а модельная оснастка cMOHTirpoiiaK, па пресеуючцнх плит-ах, npH4e vi прессу1оп.1,ая н.чита, расположенная в нижней части фор--очочиой камеры, выполнена попо.пи
i
)А I
j -
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1972 |
|
SU350568A1 |
| Способ изготовления литейных форм из сырого формовочного песка и устройство для его осуществления | 1986 |
|
SU1422987A3 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |