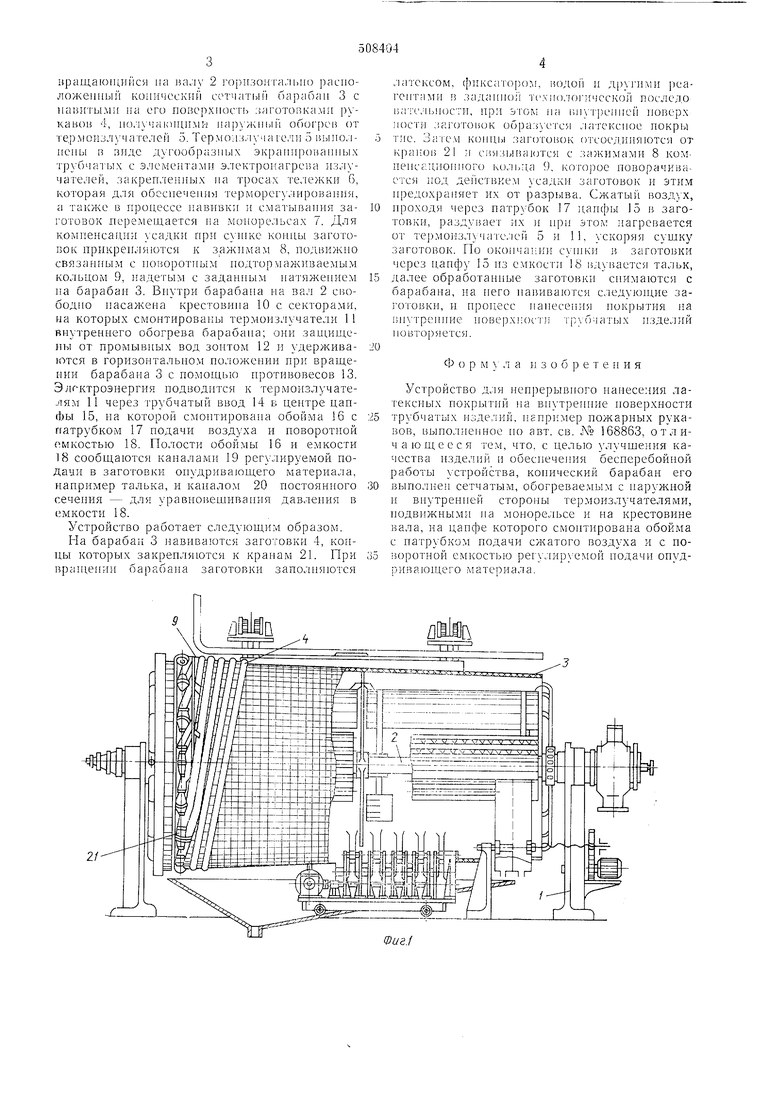
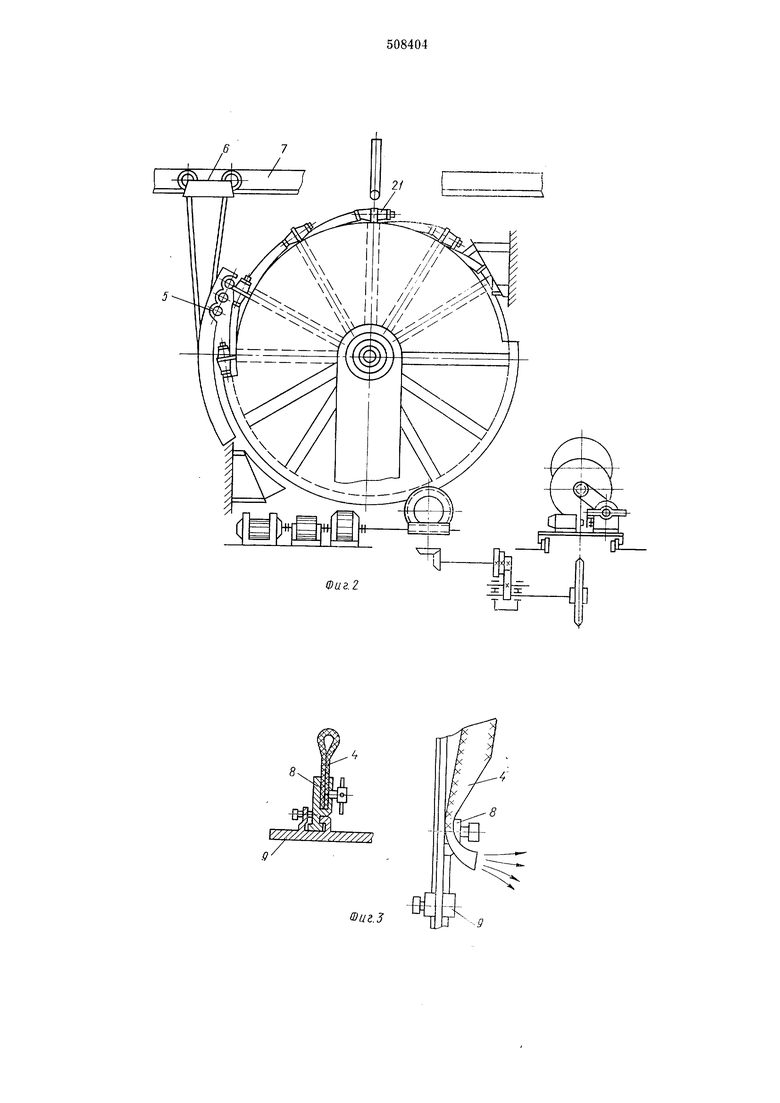
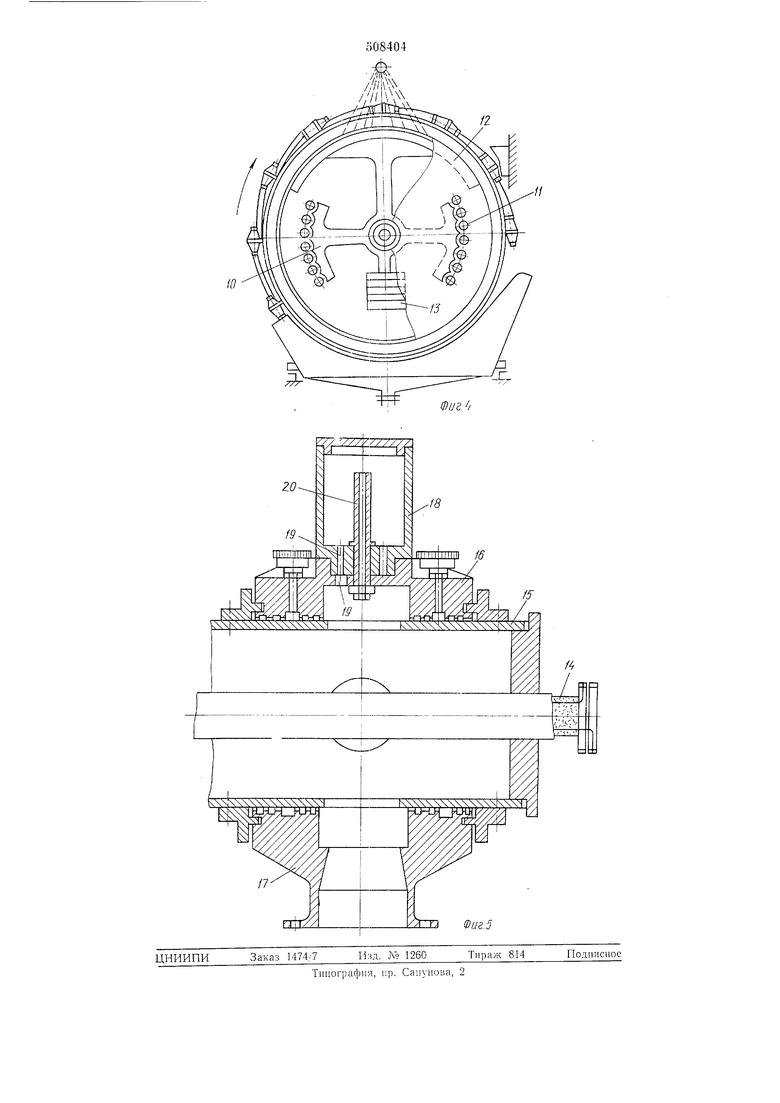
нра1ца1О1иийся на валу 2 горИзонга.лыю )acnoложеииый копнчсскпГ сотчат1) барабан 3 с иаиитыми па его поксм1,х11осп заготопкалш руKaboii 4, 110.1учак11и,1-ми )iH обогрей от гер.1О1 зл чателей 5. Термоиз;1учагел11 5 выпо.йены п виде дугообразных экранпрова1ни)Г трубчатых с элементами электронагрева излучателей, закрепленных на т)оеах те.тежкн G, которая для обеспечения терморегулирования, а также в процесее навивки н сматывания заготовок перемещается ria монорельсах 7. Для компенсации усадки ири суйте концы заготовок прикрепляются к зажимам 8, подвижно связаииым с поворотным иодтормаживаемым кольцом 9, надетым с заданным натяжением па барабап 3. Внутри барабаиа на вал 2 свободно насажена крестовина 10 е секторами, на которых смонтированы термоизлучатели 11 внутреннего обогрева барабана; они заш,ип1,еиы от промывных вод зонтом 12 и удерживакотся в горизонтальном положении при вращении барабана 3 с помощью противовесов 13. Электроэнергия нодводится к термоиз,тучателям 11 через трубчатый ввод 14 в центре цапфы 15, на которой смонтирована обойма 6 с патрубком 17 нодачи воздуха и поворотной емкостью 18. Полости обойл1Ы 16 и емкости 18 сообщаются каиалами 19 регулируемой иодауи в заготовки онудривающего материала, например талька, и каналом 20 постоянного сечения - для уравиоиещива 1ия давления в емкости 18,
Устройство работает следующим образом.
На барабаи 3 навиваются заготовки 4, концы которых закрепляются к кранам 21. При вран1еиии барабана заготовки заполняются
латексом, (риксгггор.ом, водо и Д1)угими реаге1ггами в заданно; техноло|-ическо11 последо иате.чьносги, при этом на i5H T|ieHi e i поверх иос1и :,аг(Г1О1иж образхстся латексное нокры тие. Затем концы заготовок отсоединяются от Kpai;oii 21 и С1и1зыпаются с зажимами 8 компеисадгюнного кольца 9, кото)ое иоворачиваетея иод де 1ствием усадки заготовок и этим иредохраняет их от разрыва. Сжатый , ироходя через патру бок 17 1,аи()ы 15 в заготовки, разду1 ает и.х и ири этом нагревается от те))моизлучате;1ей 5 и 11, ускоряя суодку заготовок. По окончании суи1ки в заготовки через цанфу 15 из емкости 8 вд -вается тальк, далее обработаииые заготов1;и еиимаются с барабана, иа иего иавиваются следу ОИ-1,ие заго1овки, и нроцесс нанесения иокрытпя на вихтренние иоверхности тр бчатых издел 1Й повторяется.
Ф о р м .1 а изо б р е т е н и я
Устройство для неп)ерывного нанесения латекеных нокрытнй на внутренние новерхности трубчатых изделий, игиример пожарных рукавов, выполненное но авт. ев. № 168863, отличающееся тем, что, с Г1елью улучщеиия качества изделий и обесиечения бесперебойной работы устройства, конический барабан его выполнен сетчатым, обогреваемым с наружной и виутренней стороны термоизлучателями, нодвижными на .монорельсе и на крестовине нала, на цанфе которого емоитирована обойма с патрубком подачи сжатого воздуха и с поворотной емкосПмо регу;1ируемой иодачи опудi) и в а ю иге г о м а т е р и а л а.
s
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ДУБЛИРОВКИ ПРОМАЗАННОЙ ТКАНИ | 1972 |
|
SU323282A1 |
| Устройство для непрерывного нанесения латексных покрытий на внутренние поверхности заготовок трубчатых изделий | 1963 |
|
SU168863A1 |
| Установка для изготовления чашеобразных упаковочных сосудов из термопластичного материала | 1976 |
|
SU677640A3 |
| МАШИНА ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК ФОРМУЮЩИМ ИНСТРУМЕНТОМ | 1971 |
|
SU312656A1 |
| ПРИСПОСОБЛЕНИЕ К ЛИТЬЕВОЙ ГОЛОВКЕ ЧЕРВЯЧНОГО ПРЕССА ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ТРУБЧАТЫХ РЕЗИНОВЫХЗАГОТОВОК | 1969 |
|
SU235975A1 |
| Сварочный манипулятор | 1977 |
|
SU737177A1 |
| Установка для изготовления трубчатых резиновых заготовок | 1980 |
|
SU943009A1 |
| Копировальный станок-автомат для колесных спиц | 1950 |
|
SU99539A1 |
| Агрегатный станок для многопозиционной обработки изделий | 1976 |
|
SU887052A1 |
| Устройство для непрерывного нане-сения латексных покрытий на внут-ренние поверхности трубчатых изде-лий,например пожарных рукавов | 1965 |
|
SU508405A2 |
(UUS.3
