1
Изобретение относится к способам изготовления деталей с отводами из полых заготовок.
Известен способ изготовления деталей с отводами из полой заготовки, включающий операции формовки отводов путем осевой осадки заготовки с одновременным приложением давления к ее внутренней поверхности.
Недостаток такого способа заключается в том, что он является трудоемким, так
как предусматривает механическую обработку. Кроме того, большое количество металла идет 6стружку,
В предлагаемся способе этот недостаток устранен за счет того, что после осадки на внутренней поверхности заготовки вокруг отводов формуют кольцевые выступк путем вдавливания отводов внутрь заготовки, а в качестве полой заготовки при сюадке берут заготовку типа стакана.
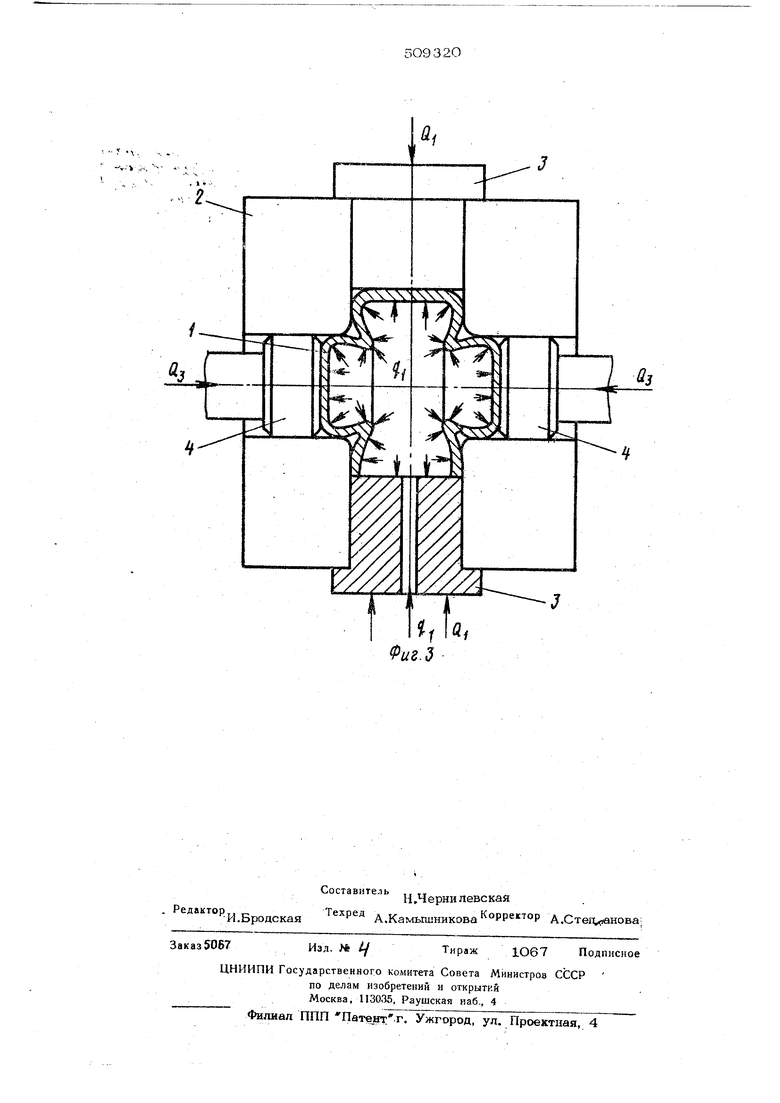
На фиг. 1 показана заготовка перед штамповкой; на фиг. 2 заготовка с отштапованными отводами; на фиг 3 - заготовка с кольцевыми выступами уплотнения вокруг отводов.;
Перед началом штамповкиполая, заготовка типа стакана 1 помешается в полость разъемной матрицы 2 и заполняется жидкостью. Далее заготовка подвергается одновременному осевому Ьжатию осевыми пуансонами 3 усилием Q и воздействию изнутри высокого.- давлетая жидкости О (фиг.
1). Вершины образующихся отводов для предотвращения разрыва поддерживаются подпорными пуансонами 4 с усилием О, ,
После окончания штамповки (фиг, 2) отштампованные отводы сжимаются, например, подпорными пуансонами (фиг. 3) усилием с целью формовки на внутренней поверхS
ности заготовки кольцевых выс1упов уплотнения вокруг .отводов. Полученная заготовка извлекается из матрицы и у отводов отрезаются данные части, после чего деталь готова к использованию. Детали, полученные предлагаемым способом, обладают повышенной прочностью. Так как не имеют сварных швов. Предлагаемый способ прост в осуществлении.
Ф о р м у л а изобретения
Способ изготовления деталей с отводами на ПС лой заготовки, включающий операани формовки отводов путем осевой осадки заготовки с одновременным приложением давления к ее внутренней поверхности, о т личаюшийся тем, что, с целью
повышения коэффициента использования Kte- талла и производительности путем исюпочёнйя операции механической обработки, заготовку берут в виде стакана и после осадки на внутренней поверхности зйгстовки вокруг отводов формуют кольцевые выступы путем вдавливяния отводов внутрь заготовки. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидравлической штамповкипОлыХ дЕТАлЕй C ОТВОдАМи | 1979 |
|
SU837441A1 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| Способ получения полых деталейС ОТВОдАМи | 1977 |
|
SU845937A1 |
| Способ штамповки полых деталей с отводами | 1990 |
|
SU1810159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ изготовления сферического шарнирного соединения | 1989 |
|
SU1764744A1 |


(Рие. 1
