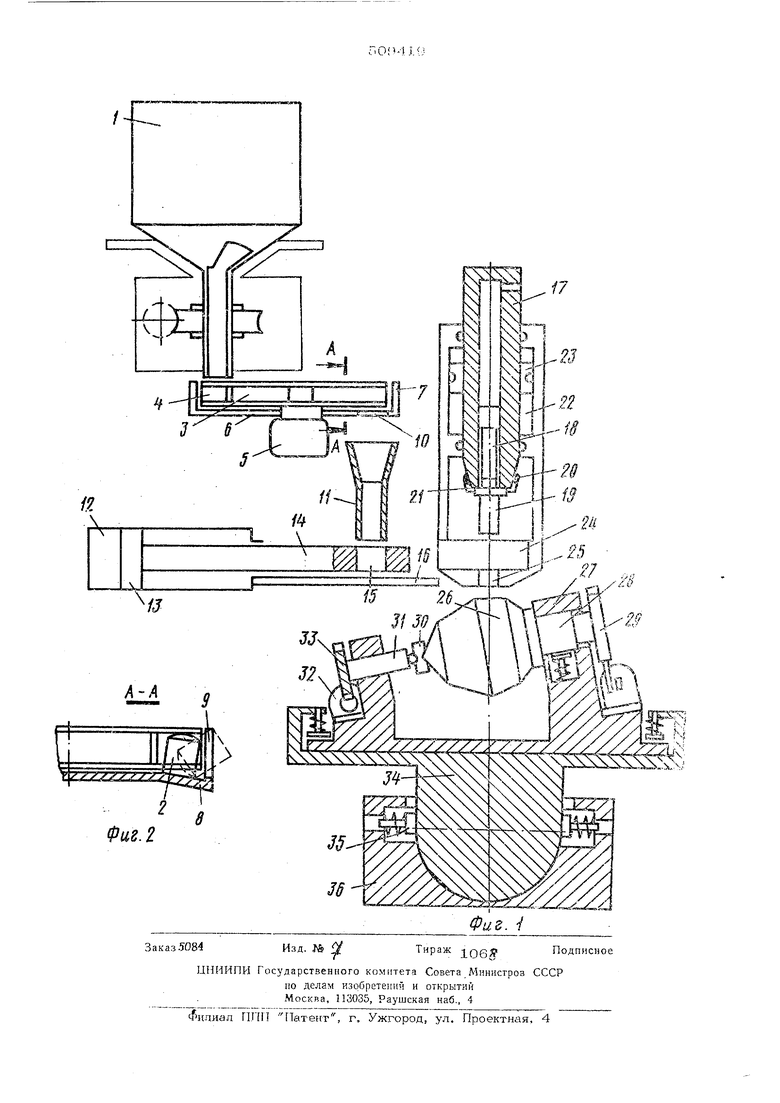
Б трубчатый накопитель 11, Под накопителем 11 расположен шибер 12 для поштучной выдачи штырей на позицию запрессовки, выполненный в виде цилиндра 13, шток которого снабжен отсекающей плоскостью 14 с приемным отверстием 15. Под отверстием неподвижно закреплена плоскость 16, удерживающая штьфь в отверстии 15 в процессе его транспортировки на позицию запрессовки, Прессующая головка устройства выполнена в виде импульсно-ударного механизма я состоит из силового цилиндра 17 с уста новленными в нем поршнем-ударником 18 и бойком 19, поджатым посредством пружин 20 к корпусу цилиндра 17. Боек 19 выполнен с буртом 21, необходимым . для фиксации положения бойка до момента запрессовки, Прессующая головка установлена в дополнительном неподвижном силовом цилиндре 22, поршень 23 которого выпол нен кольцевым и жестко закреплен на кор пусе сичового цилиндра 17 пресс5юшей головки, Сшювой цилиндр 22 имеет радиальный паз 24 и кондукторное отверстие 25, через которое лроисзсодЕГГ ориентация и зан рессовка штьфя, УЗарошка 26 закрепляет ся на установочном приспособлении 27, имеющем поворотную ось 26, Поворот оси 28 с шарошкой 26 осуществляется храповым механизмом 29, соединенным с пневмоцилиндром. К торцу оси 28 щарощка поджата вращающимся центром 30, сидящим на винте 31, который поворачивается пневмоцилинд ром 32 через реечный механизм 33, Ниж няя плоскость установочного приспособления 27 свободно установлена на верхней плоскости сферического шарнира 34 и при жата к ней подпружиненными (колодками 35, Основание сферического шарнира 36 в любом положении фиксируется подпру жиненными колодками 35, Плавающий сто допускает выставление оси отверстия по оси кондукторной- втулки ;из любого полижения в пределах величины заходной фаск . штьфя и фаски отверстия шарошки и фикс .цию этого положения путем постоянного торможения подпружиненными колодками 35, Работает устройство следующим образом, После установки в установочном приспособлении очередной шарошки 26 и зп- жима ее с помощью пневмоцилиндра 32 оператор вклю.чает устройство, С включением нач1гаает одновременно вращаться привод бункера 1, привод барабана 3 и вал кпмандоаппарата, который в процессе одного поворота обеспечивает последовательное включение всех золотников, управляющих механизмами. Штыри падают вертикально в гнездо 4 барабана 3, отсекаются и транспортируют ся по поддону 6, На краю 8 правильно стоящие штыри переносятся к отверстию 10, а расположенные заостренным концом или сферой вниз сваливаются и возвращаются (например, подъемником, не показанным на чертеже) в бункер 1, Ориентированные штьфи 2 через отверстие 15 щибера 12 переносятся им по плоскости 16 в паз 24 для запрессовки. Затем командоаппарат подает команду на включение силового цилиндра 22, последний перемещает поршень 23 вместе с корпусом цилиндра 17 прессующей головки и рабочее положение для запрессовки. Включается золотник прессующей головки, который, передавая вибрационное движение (вниз-вверх) через поршень-ударник 18 бойку 19, запрессовывает штьфь в шарош- ку. По окончании запрессовки корпус цилиндра 17 поднимается, шибер 12 выходит из Паза 24j- и с помощью храпового механизма 29 производится поворот шарошки на шаг. Далее цикл повторяется Пп окончании запрессовки всего ряда штъфей каманда от счетчика выключает устройство. Формула изобретения Устройство для сборки деталей, содержащее смонтированные на основании механизмш подачи, установки и ориентации собираемых деталей, а также прессующую головку, выполненную в виде силового цилиндра с установленными в его корпусе порщнем-ударником и бойком, отличающийся тем. Что, с целью уменьшения вибраций и шума, оно снабжено смонтированным на станине до« полнительным силовым цилиндром, поршень которого вьтолнен кольцевым и закреплен на корпусе силового циттиндра прессующей головки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1973 |
|
SU471987A1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Устройство для запрессовки твердосплавных зубков | 1989 |
|
SU1754402A1 |
| Устройство для запрессовки штырей в корпусные детали | 1978 |
|
SU742096A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1388252A1 |
| Полуавтомат для запрессовки твердосплавных штырей в корпус шарошки бурового долота | 1980 |
|
SU941151A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |