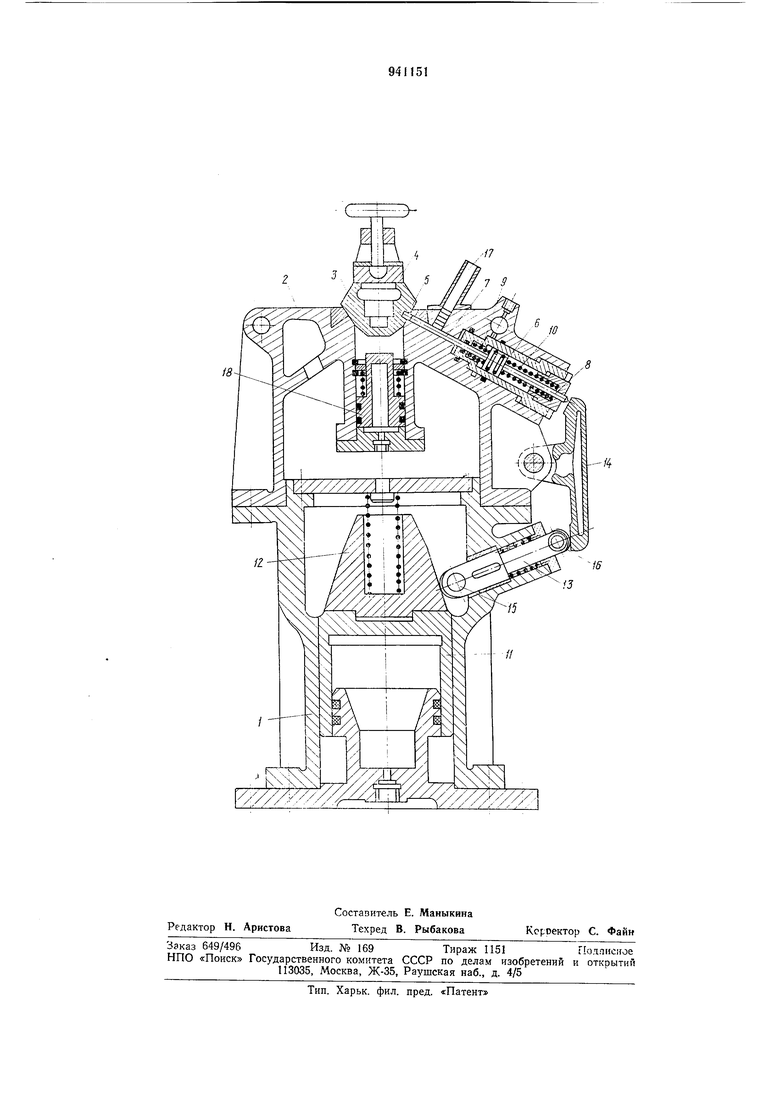
новленных в станине вокруг оси ложемента 2. Каждая рабочая головка содержит сменную гильзу 6 и установленный в ней поршень с прессующим штоком 7 и силовым штоком 8. На нрессующем штоке установлена пружина 9, а на силовом штоке - пружина 10. Механизм запрессовки содержит также установленный внутри станины с возмол ностью подъема и опускания от цилиндра 11 клин 12. С клином контактируют размещенные в отверстиях станины подпружиненные скалки 13, которые другими концами контактируют с шаркпрно закрепленными на станине двуплечими рычагйми .14. Вторые плечи рычагов 14 контактируют с силовыми штоками 8, на концах скалок 13 посредством эксцентриковых осей 15 закренлены ролики 16. Полуавтомат содержит также магазин-накопитель 17 для штырей 5, подающий их в канал, в котором размещен прессующий шток 7. Для съема шарошки 3 с ложемента предусмотрен гидротолкатель 18.
Полуавтомат работает следующим образом.
Шарошка 3 устанавливается Hia ложементе 2 и ориентируется технологическими штифтами, западающими в пазы ложемен. та так, что отверстия шарошки располагаются соосно прессующим штокам 7 рабочих головок. Затем шарошка зажимается винтовым прижимом 4. В полость прессующего штока 7 гильзы 6 подается рабочая жид дасть, и нрессующий щток 7 отжимается вправо но чертежу, сжимая пружину 10, при этом очередной щтырь 5 из магазина-накопителя 17 западает в канал станины, в котором расположен прессующий шток 7. Полость нрессуюшего штока гильзы 6 соединяется со сливом, и пружина 10 возвращает прессующий щток 7 в исходное положение, который при этом устанавливает штырь 5 в отверстие шарошки. Далее силовым цилиндром 11 поднимают клин 12, который через скалки 13 поворачивает рычаги 14, в свою очередь воздействую1цие на силовые штоки 8 и перемещающие их в направлении к щарошке. При этом прессующие штоки 7 запрессовывают штыри 5 в отверстия шарошки.
Посредством поворота эксцентриковых осей 15 обеспечивается регулирование хода прессующего штока 7 с целью синхронного одновременного запрессовывания всех штырей.
Описываемый полуавтомат по сравнению с базовым, принятым за прототип, более технологичен в изготовлении, чем известный, и менее металлоемок.
Формула изобретения
1.Полуавтомат для з-апрессовки твердосплавных штырей в корпус шарошки бурового долота, содержащий смонтированные на станине магазин-накопитель для
штырей, ложемент для установки шарошки и механизм ее крепления, механизм запрессовки щтырей, выполненный в виде расположенных вокруг оси ложемента рабочих головок со штоками и установленного по оси ложемента с возможностью возвратно-поступательного перемещения клина, а такж;е шарнирно закрепленных на станине рычагов, кинематически связанных с клином и со штоками, отличающ и и с я тем, что, с целью повышения технологичности изготовления, он снэ.бжен установленными вокруг оси клина в отверстиях, выполненных в станине, подпружиненными скалками о возможностью
взаимодействия одними концами с клином, а другими с рычагами, при этом клин размещен внутри станины.
2.Полуавтомат по п. 1, отличающийся тем, что он снабжен роликами с
эксцентриковыми осями, установленными на концах скалок.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 841893, кл. В 23 Р 19/02, 1979 (прототип) .
I--/4
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для запрессовки твердо-СплАВНыХ шТыРЕй B КОРпуС шАРОшКибуРОВОгО дОлОТА | 1979 |
|
SU841893A1 |
| Устройство для запрессовки штырей в корпусные детали | 1978 |
|
SU742096A1 |
| Устройство для запрессовки штырей в корпусную деталь | 1981 |
|
SU1199561A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| Полуавтомат для сборки-запрессовки твердосплавных штырей | 1973 |
|
SU500002A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1986 |
|
SU1344570A2 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Стенд для сборки | 1975 |
|
SU551155A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЗВЕНЬЕВ ГУСЕНИЦ | 1971 |
|
SU306938A1 |