Изобретение относится к питьевым машинам для переработки термопластичных полимерньпс -материалов, оно может быТь применено в химической промышленности.
- . ,- 5
Известна литьевая машина для термопластов, содержащая станину, соединенные направляющими колоннами плиты с полуформами и смонтированной со стороны передней плиты механизм инжекции в виде загрузоч- о ного бункера с приспособлением для импульс|ной подачи термопласта в подвижный в осевом j направлении и выполненный с фланцем телескопический инжекционный цилиндр с разме|Шенной в нем. торпедой, жестко соединенной is jc корпусом загрузочного бункера. Недостатком известной литьево машины Является то, что конструкция телескопического цилиндра создает возможность проникновения расплава материалав зазор между подвижной и не-20 ;подвижной его частями, что вызывает посла :Дуюшую деструкцию материала. Продукты ;разложения попадают в из дели я. Кто снижает ИХ механическую прочность, ухудшает внеш1ний вид.25
Кроме того, одна из полуформ расположв|на на плите, связанной с подвижной частью телескопического цилиндра. Это приводит к ;тому, что полуформа постепенно,в том чис :ле и в процессе отверждения изделия, контактирует с нагреваемой частью цилиндра. В результате ухудшаются услов1ш охлаждения формы и качество изделий, удлиняется цикл.
Цель изобретения - исключение десТрук|ции материала для повышения качества из|делий. Эта цеЛь достигается благодаря то1му, что механизм инжекцин снабжен приводом его перемещения относительно продоль j ной оси машины, выполненным в аиде закрепленных на корпусе загрузочного бункера силовых цилиндров, штоки поршней которых жестко соединены с передней плитой машины, смонтированной на станине стационарно, а корпус загрузочного бункера имеет -упор, взаимодействующий с фланцем инжекционного цилиндра, размещенного-в корпусе загру,зочного бункера.
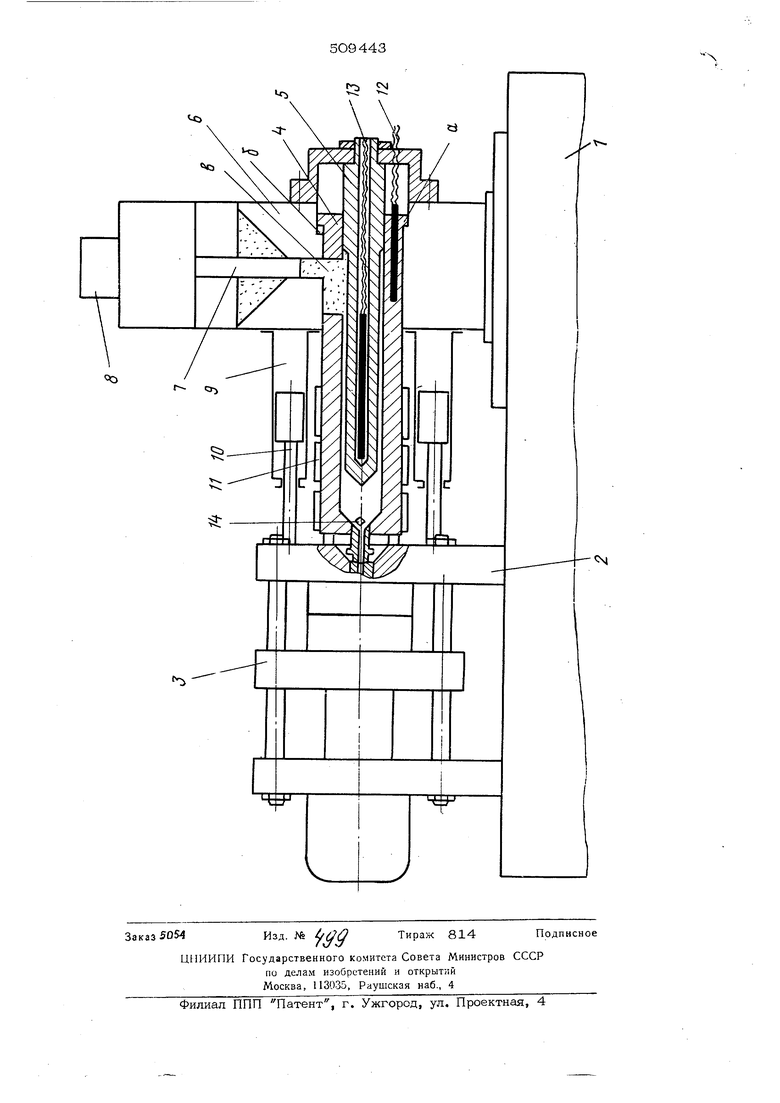
. Изобретение поясняется чертежом, на ко|тором показан общий вид машины. Литьевая машина содержит станину 1, н которой стационарно смонтирована передняя плита 2 и плита 3 с полуформами. Со сторонь передней плиты 2 размещен механизм инжекции, включающий инжекционный цилинд 4 с фланцем а, торпеду 5, жестко соединенную с корпусом загрузочного бункера 6 имеющего осциллирующий пуансон 7 с приво дом 8 для импульсной подачи термопласта. На корпусе загрузочного бункера 6 закреплены силовые цилиндры 9, щтоки Ю порщней которых жестко соединены с передней плитой 2. Корпус загрузочного бункера 6 имеет упор (выступ) б. На инжекционном цилиндре 4 установлено обогревательное устройство 11, кроме того, цилиндр обогревается свечами 12. То педа о имеет внутренний обогрев 13. Выте кание термопласта via формы предупреждаетмя соплом с обратным клапаном 14. Цилинд 4 имеет удлиненный паз в для ввода термопласта из бункера 6. Литьевая мaщvшa работает следующим образом. Термопласт из бункера 6 осциллирующим пуансосом 7 проталкивается в цилиндр 4 в кольцевое пространство между торпедой 5 и корпусом цилиндра. В результате динамических импульсов термопласт продвигается в переднюю часть цилиндра 4, заставляя цилиндр отходить от наконечника торпеды 5. При этом в передней части цилиндра 4 образуется дозирующее пространство. Под дей ствием ударных волн возникает тепловая энергия, и термопласт пластицируется. Причем обогрев 13 торпеды и наружный обогрев 11 служат в основном для разогрева термопласта в начальной стадии работы N®щины для регулирования температуры и уменьшения его вязкости. Цилиндрами 9 ме ханизм иыжекции совместно с бункером 6 и пуансоном 7, создающим динамические импульсы перемещается по направлению к плите 2 до упора цилиндра 4 в выступы на этой плите. К моменту, когда сопло войдет в контакт с формой и обратный клапан 14 откроется для впрыска, формы уже сомкнутся. Под действием динамических импульсов термопласт начинает заполнять формы. Одновременно продолжается движение бункера 6 с торпедой 5 относительно цилиндра 4. В этот момент торпеда выполняет функции поршня и способствует впрыску материала. По окончании впрыска переключается давление в цилиндрах 9, и торпеда 5 с бункером 6 отходит в исходное положение. Затем упор б захватывает цилиндр 4 за фланец а, и дальнейшее движение осуществляется совместно. В это время происходит охлаждение изделия в форме, а затем его выталкивание. Далее цикл повторяется. Формула изобретения Литьевая мащина для термопластов, содержащая станину, соединенные направляющими колоннами плиты, с полуформами и смонтированный со стороны передней плиты механизм инжекции в виде загрузочного бункера с приспособлением для импульсной подачи термопласта в подвижны.й в осевом направлении и выполненный с фланцем инжекционный цилиндр с размещенной в нем торпедой, жестко соединенной с корпусом загрузочного бункера, отличающаяся тем, что, с целью исключения деструкции материала для повышения качества изделий, механизм инжекции снабжен приводом его перемещения относительно продольной оси машины, выполненным в виде закрепленных на корпусе загрузочного бункера силовых цилиндров, штоки поршней которых жестко соединены с передней плитой машины, смонтированной на станине стационарно, а корпус загрузочного бункера имеет упор, взаимодействующий с флапцем инжекционнопо цилиндра, размещенного в корпусе загрузочного бункера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для литья пластмасс под давлением | 1990 |
|
SU1717388A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Устройство для инжекции пластмасс и эластомерных материалов | 1981 |
|
SU1058494A3 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| Термопластавтомат для переработки полиамидных полимерных материалов | 1961 |
|
SU145340A1 |
| Автоматическая роторно-конвейерная линия для литья под давлением деталей из термопластов | 1989 |
|
SU1687439A1 |