(54) УСТАНОВКА ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ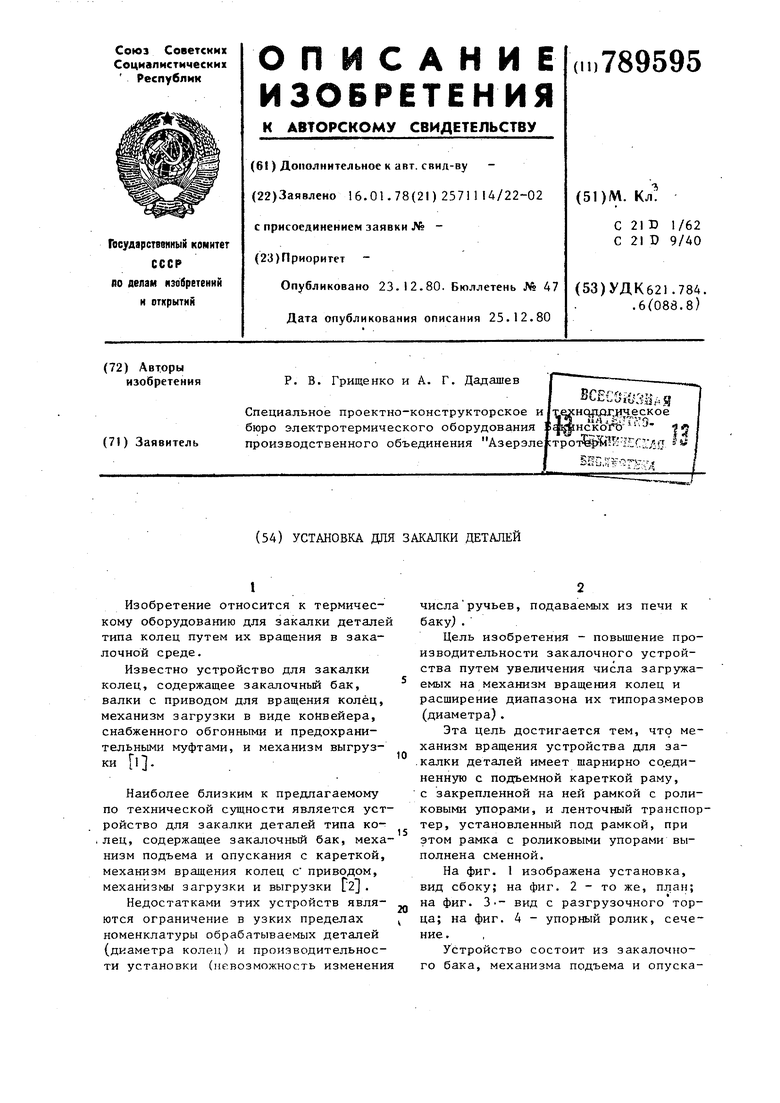
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки колец | 1978 |
|
SU789598A1 |
| Устройство для закалки колец | 1981 |
|
SU1006517A1 |
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Устройство для закалки изделий | 1981 |
|
SU1014940A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU398642A1 |
| Устройство для закалки колец | 1983 |
|
SU1118699A1 |
| Устройство для закалки деталей | 1974 |
|
SU509651A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ДЕТАЛЕЙ | 1968 |
|
SU209514A1 |
| Агрегат для закалки | 1983 |
|
SU1100324A1 |
| Агрегат для закалки изделий | 1983 |
|
SU1148882A1 |
1
Изобретение относится к термическому оборудованию для закалки деталей типа колец путем их вращения в закалочной среде.
Известно устройство для закалки колец, содержащее закалочньй бак, валки с приводом для вращения колец, механизм загрузки в виде конвейера, снабженного обгонными и предохранительными муфтами, и механизм выгрузки I.
Наиболее близким к предлагаемому по технической сущности является устройство для закалки деталей типа колец, содержащее закалочный бак, механизм подъема и опускания с кареткой, механизм вращения колец с приводом, механизмы загрузки и выгрузки Г2 .
Недостатками этих устройств являются ограничение в узких пределах номенклатуры обрабатываемых деталей (диаметра колец) и производительности установки (невозможность изменения
числа ручьев, подаваемых из печи к баку) .
Цель изобретения - повышение производительности закалочного устройства путем увеличения числа загружаемых на механизм вращения колец и расширение диапазона их типоразмеров (диаметра).
Эта цель достигается тем, что механизм вращения устройства для за.калки деталей имеет шарнирно со.единенную с подъемной кареткой раму, с закрепленной на ней рамкой с роликовыми упорами, и ленточный транспортер, установленный под рамкой, при этом рамка с роликовыми упорами выполнена сменной.
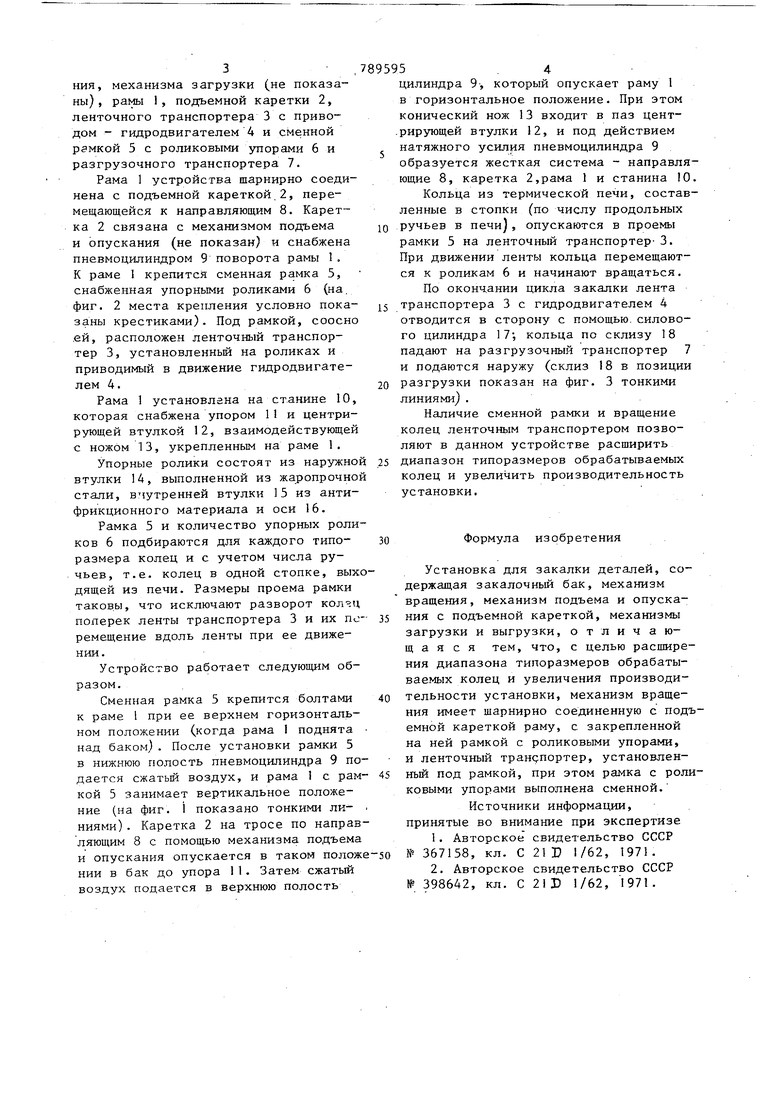
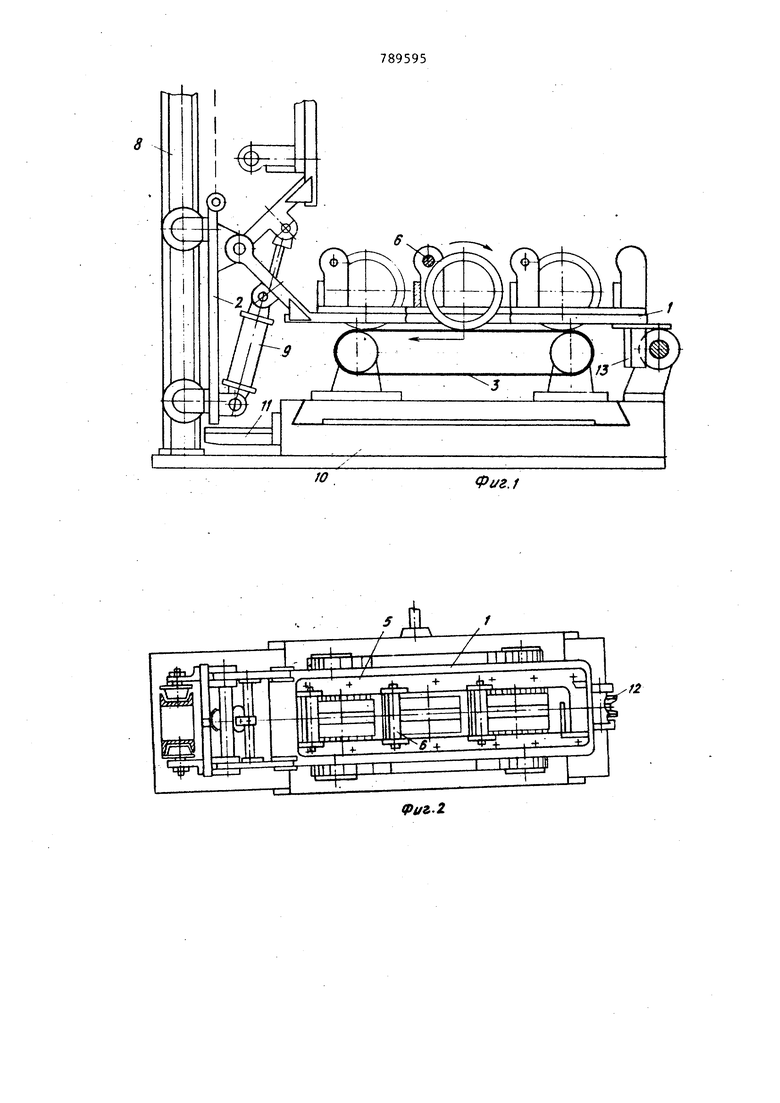
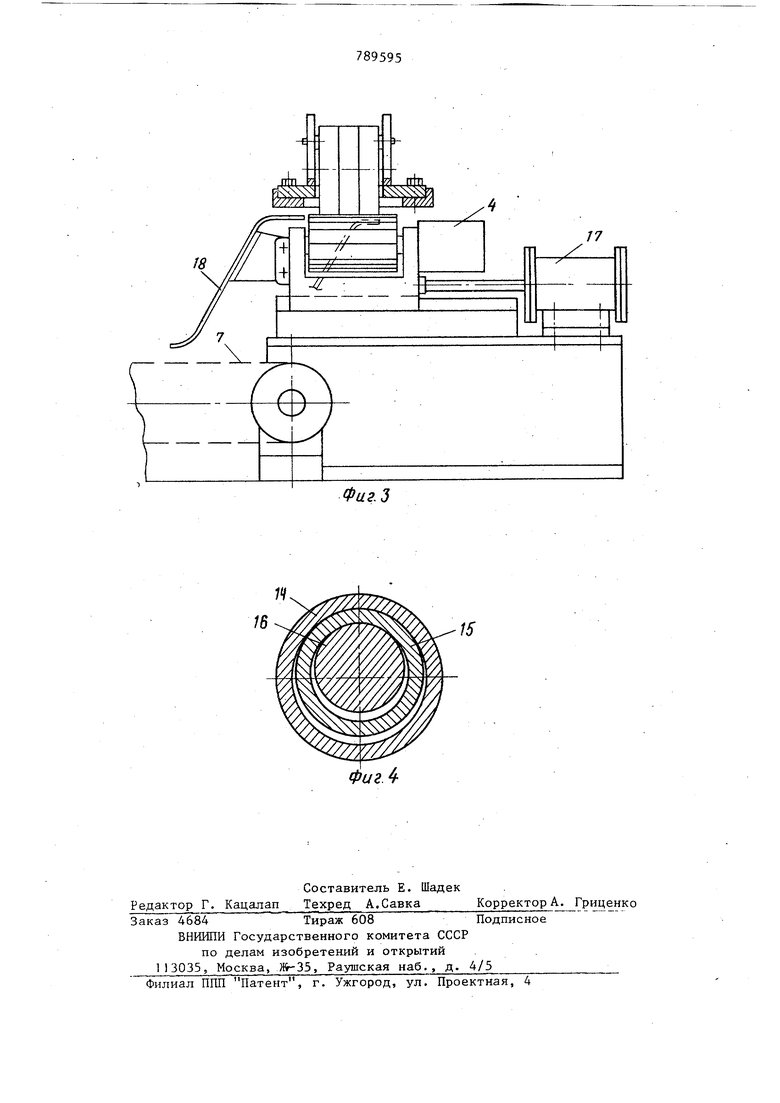
На фиг. 1 изображена установка, вид сбоку, на фиг. 2 - то же, план; на фиг. 3- вид с разгрузочного торца; на фиг. 4 - упорный ролик, сечение.
Устройство состоит из закалочного бака, механизма подъема и опускания, механизма загрузки (не показаны) , рамы 1, подъемной каретки 2, ленточного транспортера 3 с приводом - гидродвигателем 4 и сменной рамкой 5 с роликовыми упорами 6 и разгрузочного транспортера 7.
Рама 1 устройства шарнирно соединена с подъемной кареткой.2, перемещающейся к направляющим 8. Каретка 2 связана с механизмом подъема и опускания (не показан) и снабжена пневмоцилиндром 9 поворота рамы 1. К раме 1 крепится сменная рамка 5, снабженная упорными роликами 6 (на, фиг. 2 места крепления условно показаны крестиками). Под рамкой, соосно ,ей, расположен ленточный транспортер 3, установленньй на роликах и приводимый в движение гидродвигателем 4.
Рама 1 установлена на станине 10, которая снабжена упором 11 и центрирующей втулкой 12, взаимодействующей с ножом 13, укрепленным на раме 1.
Упорные ролики состоят из наружно втулки 14, выполненной из жаропрочно стали, внутренней втулки 15 из антифрикционного материала и оси 16.
Рамка 5 и количество упорных роликов 6 подбираются для каждого типоразмера колец и с учетом числа ручьев, т.е. колец в одной стопке, выхдящей из печи. Размеры проема рамки таковы, что исключают разворот коляц поперек ленты транспортера 3 и их по ремещение вдоль ленты при ее движении .
Устройство работает следующим образом.
Сменная рамка 5 крепится болтами к раме 1 при ее верхнем горизонтальном положении (когда рама I поднята над баком). После установки рамки 5 в нижнюю полость пневмоцилиндра 9 подается сжатьй воздух, и рама 1 с рам кой 5 занимает вертикальное положение (на фиг. i показано тонкими линиями). Каретка 2 на тросе по направляющим 8 с помощью механизма подъема и опускания опускается в таком полож НИИ в бак до упора 11. Затем сжатый воздух подается в верхнюю полость
цилиндра 9-, который опускает раму 1 в горизонтальное положение. При этом конический нож 13 входит в паз цент.рирующей втулки 12, и под действием натяжного усилия пневмоцилиндра 9 образуется жесткая система - направляющие 8, каретка 2,рама 1 и станина 10
Кольца из термической печи, составленные в стопки (по числу продольных ручьев в печи), опускаются в проемы рамки 5 на ленточный транспортер- 3. При движении ленты кольца перемещаются к роликам 6 и начинают вращаться.
По окончании цикла закалки лента транспортера 3 с гидродвигателем 4 отводится в сторону с помощью, силового цилиндра 17-, кольца по склизу 18 падают на разгрузочный транспортер 7 и подаются наружу (склиз 18 в позиции разгрузки показан на фиг. 3 тонкими линиями) ..
Наличие сменной рамки и вращение колец ленточным транспортером позволяют в данном устройстве расширить диапазон типоразмеров обрабатываемых колец и увеличить производительность установки.
Формула изобретения
Установка для закалки деталей, содержащая закалочный бак, механизм вращения, механизм подъема и опускания с подъемной кареткой, механизмы загрузки и выгрузки, о т л и ч а ющ а я с я тем, что, с целью расширения диапазона типоразмеров обрабатываемых колец и увеличения производительности установки, механизм вращения имеет шарнирно соединенную с подемной кареткой раму, с закрепленной на ней рамкой с роликовыми упорами, и ленточный транспортер, установленньй под рамкой, при этом рамка с ролковыми упорами выполнена сменной.
Источники информации, принятые во внимание при экспертизе
8
/V
Физ.З
Фиг А
