1
Изобретение относится к области обработки металлов давлением, в частности к технике гибки профильного проката и может быть использовано в тех отраслях промышленности, где требуется изготовление гнутых балок из профильного проката, например в судостроительной, авиационной, химической.
Известна ротациоиная профилегибочная машина, содержащая механизм продольной подачи профильного проката, направляющий механизм и гибочное устройство -с фасонными дисками и цилиндрическим валком.
В известной машине при увел1ичен1ии размеров обрабатываемых балок по высоте стенки возрастают габариты гибочных валков, состоящих из фасонных дисков, соответственно возрастает металлоемкость всего гибочно-направляющего устройства и профилегибочной мащины в целом.
Для уменьшения габаритов в предложенной мащине ри.боч1ное устройство вылол-нено -в виде 1лок-кассеты, в корпусе которой смонтированы фасонные диски, установленные на двух соосБЫх полуосях, и цилиндрический валок, установленный «а оси, .параллельной полуосям.
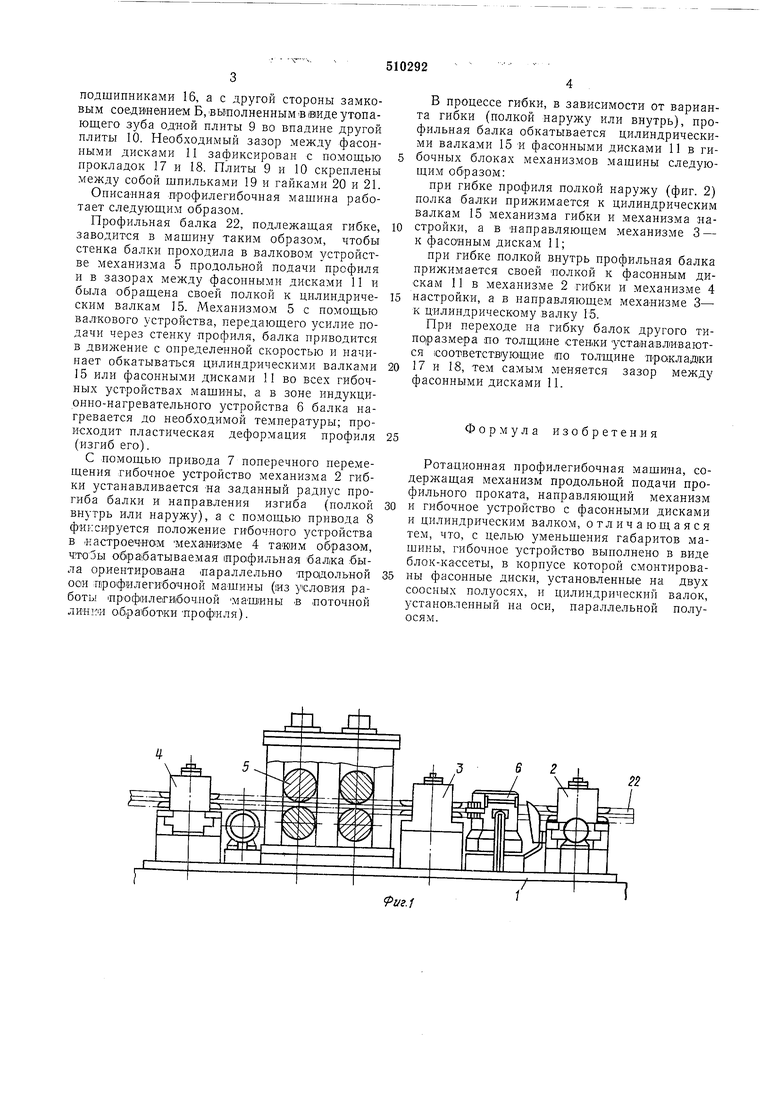
На фиг. 1 показала предложенная машина с разрезом по механизму подачи; на фиг. 2- мащина, вид в плане; на фиг. 3 - гибочное устройство, в поперечном разрезе.
2
На плоской цельносварной станине 1 установлены механизм 2 гибки, направляющий механизм 3, настроечный механизм 4, механизм 5 продольной подачи профиля и индукциоино-нагревательное устройство 6. Механизм 2 гибки и настроечный механизм 4 снабжены приводами 7 И 8 поперечного перемещения, а направляющий механизм 3 жестко закреплен на станине 1.
Л1еханизм 5 продольной подачи профиля выполнен в виде валкового устройства, передающего усилие подачи через стенку изгибаемого профиля.
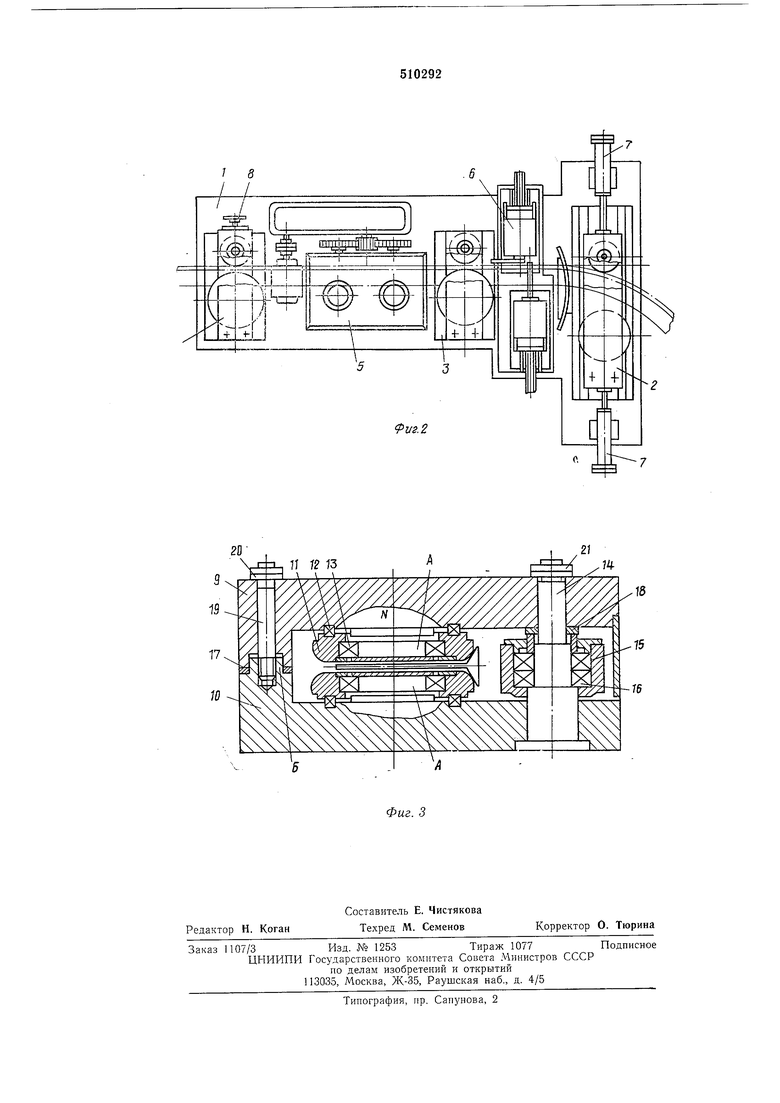
Механизм 2 гибки, направляющий механизм 3 и настроечный механизм 4 содержат в своей конструкции гибочное устройство, выполненное в виде блок-кассеты (фиг. 3), которое состоит из верхней плиты 9 и нижней нлиты 10, имеющих выступы-полуоси А, на которые насажены фасонные диски 11 с соответствующими подщипникамИ: упорным 12 и радиальным 13. Нодщипники 12 и 13 установлены таким образом, чтобы усилие N, действующее на гибочный фасонный диск 11 при гибке профиля, было направлено между подшипниками 12 и 13, что обеспечивает правильное распределение нагрузки на подшипники.
Верхняя 9 и нижняя 10 плиты соединены между собой с одной стороны осью 14, на которой установлен цилиндрический валок 15 с
подшипниками 16, а с другой стороны замковым соедииениеМ Б, выоолненным в виде утопающего зуба одной плиты 9 во впадине другой плиты 10. Необходимый зазор между фасонными дисками И зафиксирован с помощью прокладок 17 и 18. Плиты 9 и 10 скреплены между собой щпильками 19 и гайками 20 и 21.
Описанная профилегибочная машина работает следующим образом.
Профильная балка 22, подлежащая гибке, заводится в машину таким образом, чтобы стенка балки проходила в валковом устройстве механизма 5 продольной подачи профиля и в зазорах между фасонными дисками II и была обращена своей полкой к цилиндрическим валкам 15. Механизмом 5 с помощью валкового устройства, передающего усилие подачи через стенку профиля, балка приводится в движение с определенной скоростью и начинает обкатываться цилиндрическими валками 15 или фасонными дисками 11 во всех гибочных устройствах машины, а в зоне индукционно-нагревательного устройства 6 балка нагревается до необходимой температуры; происходит пластическая деформация профиля (изгиб его).
С помощью привода 7 поперечного перемещения гибочное устройство механизма 2 гибки устанавливается «а заданный радиус прогиба балки и направления изгиба (полкой внутрь или наружу), а с помощью привода 8 фиксируется положение гибочного устройства в настроечном механизме 4 таким образом, обрабатываемая трафильная балка .была ориентировала лараллельно продольной оси щрофилегибочной машины (из условия работы 1проф|иле1ги(бочной мащины в поточной линии обработки профиля).
В процессе гибки, в зависимости от варианта гибки (полкой наружу или внутрь), профильная балка обкатывается цилиндрическими валками 15 и фасонными дисками 11 в гибочных блоках механизмов машины следующим образом:
при гибке профиля полкой наружу (фиг. 2)
полка балки прижимается к цилиндрическим
валкам 15 механизма гибки и механизма яастройки, а в Направляющем механизме 3 -
к фасонным дискам 11;
при гибке полкой внутрь профильная балка прижимается своей иолкой к фасонным дискам 11 в механизме 2 гибки и механизме 4 настройки, а в направляющем механизме 3- к цилиндрическому валку 15.
При переходе на гибку балок другого типоразмера :по толщине стенки устанавливаются 1соответствую ш ие по толщине лраклад1ки 17 и 18, тем самым меняется зазор между фасонными дисками 11.
Формула изобретения
25
Ротационная профилегибочная машина, содержащая механизм продольной подачи профильного проката, направляющий механизм
и гибочное устройство с фасонными дисками и цилиндрическим валком, отличающаяся тем, что, с целью уменьшения габаритов машины, гибочное устройство выполнено в виде блок-кассеты, в корпусе которой смонтированы фасонные диски, установленные на двух соосных полуосях, и цилиндрический валок, установленный на оси, параллельной полуосям.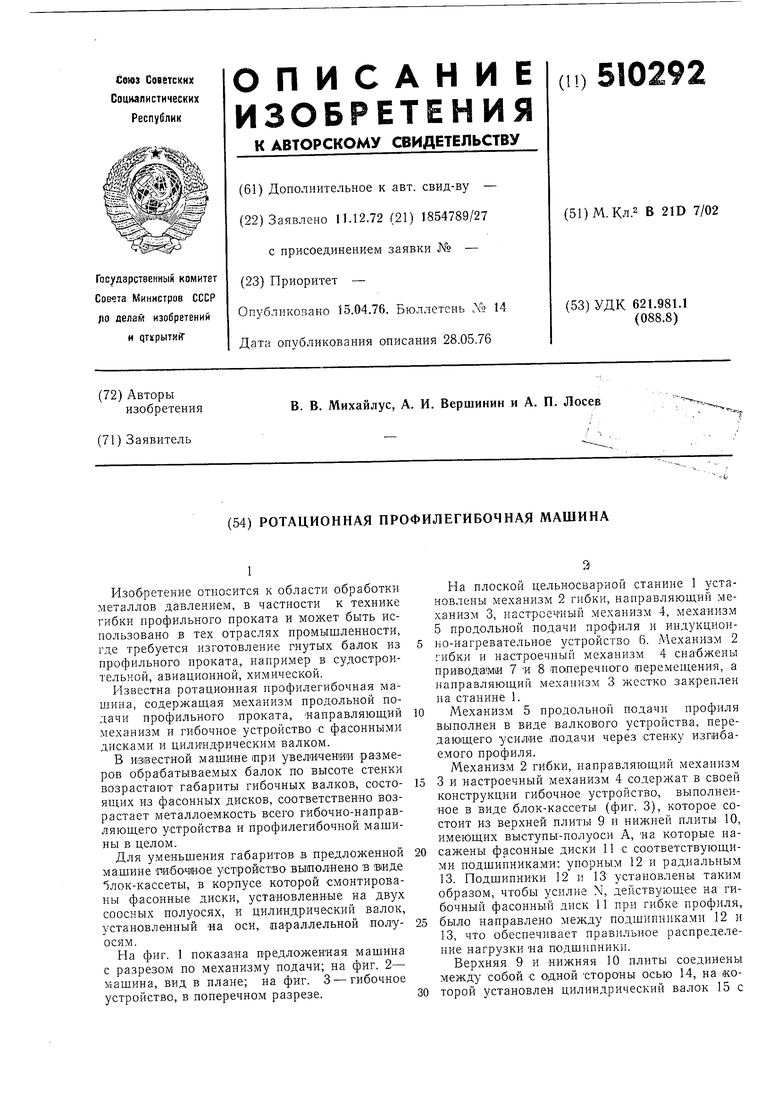
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| МАШИНА ДЛЯ ГИБКИ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2019333C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2318625C2 |
| Профилегибочный стан | 1976 |
|
SU603462A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДВУТАВРОВЫХ БАЛОК | 1969 |
|
SU245935A1 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
7
