1
Изобретение относится к области изготовления покрышек пиевматических шии, предназначено для обработки борта при их сборке и может быть применено, например, при сборке крупногабаритных покрышек.
Известен способ обработки борта покрышек пневматических шип, включаюш,ий захват слоев корда за пределами плечика сборочного барабана обжимными элементами, перемешепие слоев корда к оси сборочного барабана с уплотнением их обжимными элементами и обжатием по плечикам сборочного барабана, посадку бортовых крыльев и заворот слоев корда па крыло.
Известный способ не обеспечивает требуемого качества обработки борта, в частности при сборке крупногабаритных покрышек, так как не позволяет устранить образование складок в бортовой части при завороте слоев корда на крыло.
По предлагаемому способу для улучшения качества обработки борта обжатие по плечику сборочного барабана осуществляют с постоянным натяжением слоев корда на участке между плечиками и началом уплотнения, а в конце обжатия свободные концы слоев корда располагают по форме усеченного конуса, больший диаметр которого образуют участком корда, зажатым обжимными элементами но окружности, диаметром большим, чем посадочный диаметр крыла. Уплотнение слоев корда производят, начиная с лежаш,его за местом посадки крыла участком.
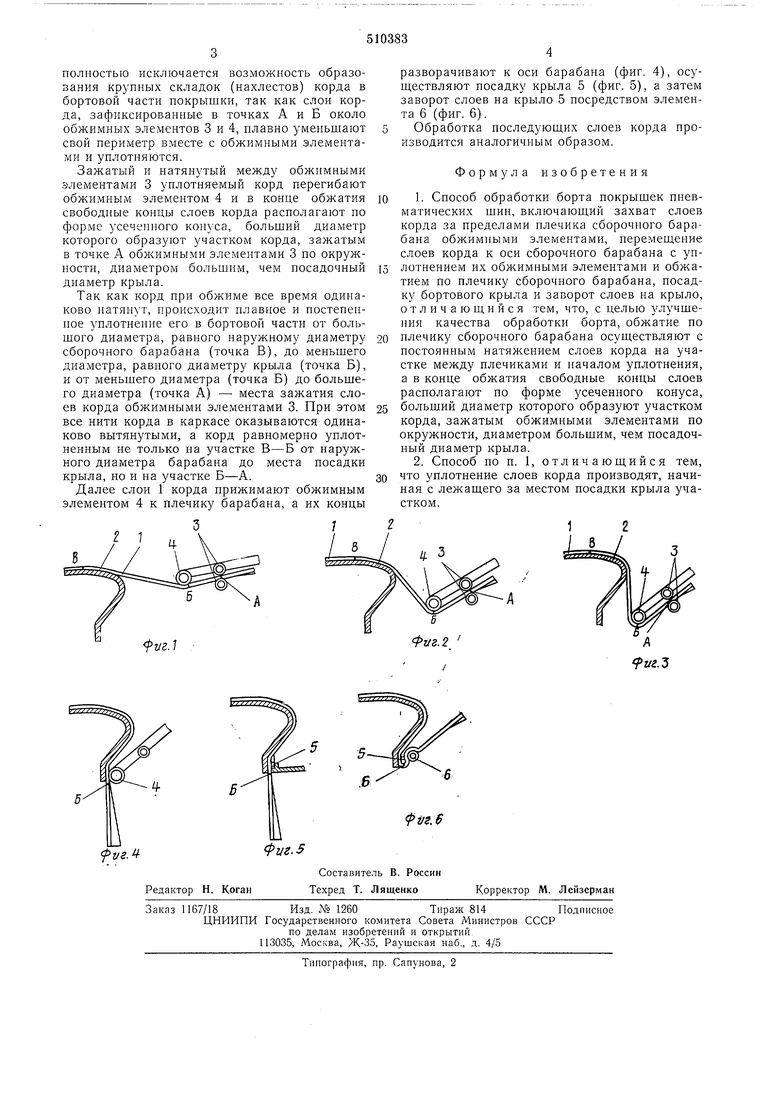
На фиг. 1-6 показаны последовательные
стадии обработки борта покрышек пневматических шип.
Слои 1 корда накладывают на сборочный барабан 2 и дублируют. Свисаюш,ие со сборочного барабана слои корда захватывают и зажимают обжимными элементами 3 в точке А, лежашей за точкой Б, где в дальнейшем осушествляют посадку крыла. Расстояние между точками А и Б составляет обычно 404-120 мм и зависит от конструкции и размеров собираемой покрышки. Зажатые между обжимными элементами 3 слои корда перемешают, к оси сборочного барабана с уплотиением их обжимными элементами и обжатием по плечикам сборочного барабана. Обжатие осуществляют
с постоянным натяжением обрабатываемых слоев на участке АБВ между плечиком сборочного барабана 2 и обжимными элементами 3 и 4 без значительной протяжки материала между обжимными элементами 3 (см. фиг. 2
и 3). Благодаря тому, что протяжка материала между обжимными элементами 3 практически отсутствует (допускается незначительная протяжка слоев корда до 30 мм для достижения постоянного натяжения слоев и упрощения траектории обжимных элементов 3),
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1974 |
|
SU524706A2 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1981 |
|
SU1016200A2 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| Механизм заделки борта к станку для сборки покрышек пневматических шин | 1969 |
|
SU279941A1 |
| СПОСОБ ОБРАБОТКИ БОРТА ПОКРЫШЕК | 1973 |
|
SU380475A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU912535A1 |
| Устройство для обработки борта покрышек пневматических шин | 1972 |
|
SU494913A1 |
