при прокатке тяжелых слитков перед и за рабочими клетями устанавливаются манипуляторы с кантователем, имеющие целью облегчить труд рабочего. Манипулятор путем механически передвигаемых линеек переме1цает заготовки с одного калибра в другой, а также служит для правки изогнутой заготовки, получающейся в процессе прокатки. На манипуляторах устанавливаются кантователи, служащие для кантования заготовки на 90°.
Во всех известных манипуляторах кантование происходит при помощи крючков, поднимающихся при помощи механизма кантователя и находящихся на линейках манипулятора. Перед клетями „дуо -манипуляторы стационарные, т. е. установлены непосредственно на фундаменте. Перед рабочими клетями „трио, где находятся качающиеся столы, манипуляторы бывают или стационарные или же качающиеся, установленные на столе. Так как манипуляторы представляют собой громоздкое оборудование, то установка их на столах усложняет конструкцию последних и заставляет делать их более солидными, вследствие чего увеличивается
их вес, а это заставляет увеличивать мощность моторов для подъема и опускания столов. Поэтому, в последнее время и на станах „трио применяются почти исключительно стационарные манипуляторы, установленные на фундаменте.
Основное требование, которому должна удовлетворять конструкция механизма кантователя, - это возможность кантования слитков при любом положении линеек манипулятора по отнощению к оси рабочего рольганга на станах „дуо или к оси качающегося стола на станах .трио. Это требование разрешается в существующих манипуляторах с кантователем двояко: или тем, что механизм кантователя устанавливается вместе с мотором на каретке манипулятора или тем, что привод механизма кантователя находится на фундаменте, и движение кантовальных крюков производится при помощи рычагов, квадратных скользящих брусков и т. п.
Существенный недостаток механизмов первой группы заключается в том, что мотор подвергается сильным толчкам при правке и манипулировании с заготовкой и поэтому часто выходит из строя, а также и в том,
что каретка манипулятора значительно утяжеляется, чем увеличивается ее инерция и напряжение в передающих движение деталях. Предлагаемый механизм кантователя принадлежит ко BTOpofi группе и изображен на чертеже в применении его для стана трио.
Приводной вал линеек манипулятора выполнен полым и через него проходит передаточный вал, служащий для приведения в движение крюков кантователя. Этот передаточпый вал состоит из двух частей, связанных между собой диференциальной , зубчатой передачей, позволяющей .: осуществлять синхронное движение .л неек манипулятора и крюков кантователя, а также и дополнительное движение последних, необходимое для выполнения кантования.
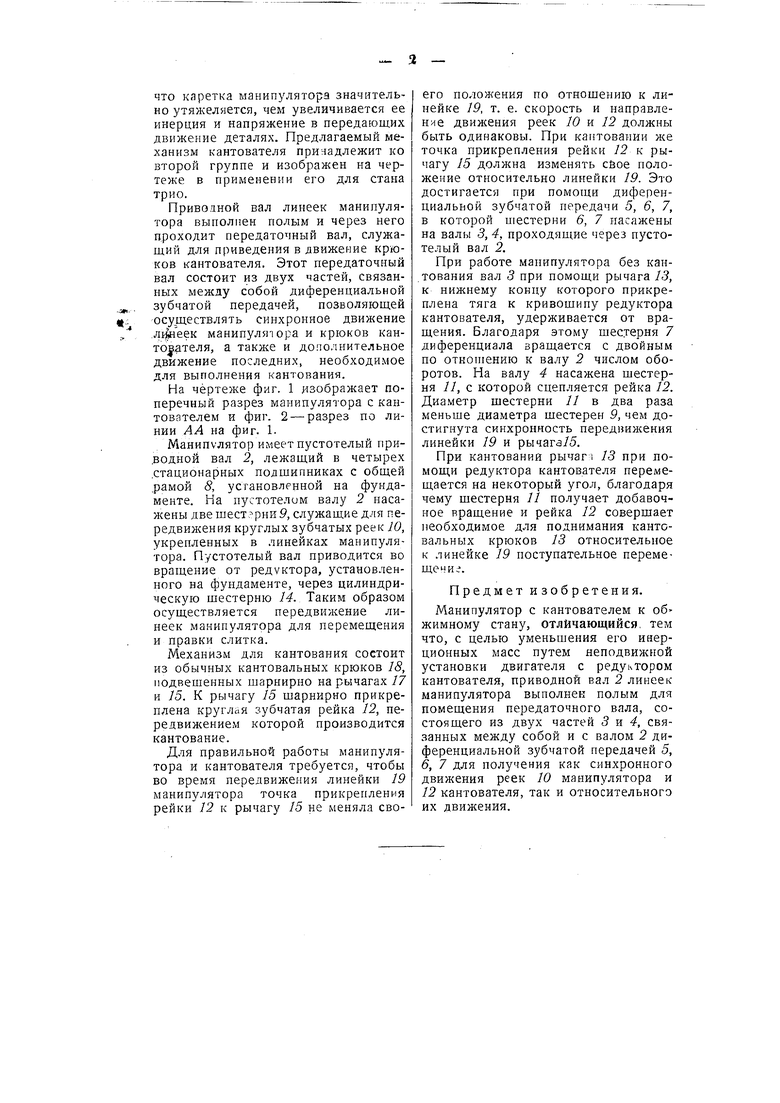
На чертеже фиг. 1 изображает поперечный разрез манипулятора с кантователем и фиг. 2 - разрез по линии АА на фиг. 1.
Манипулятор имеет пустотелый при.водной вал 2, лежащий в четырех .стационарных подщипниках с общей .рамой 8, установленной на фундаменте. На пустотелом валу 2 насажены двешестгрни9, служащие для передвижения круглых зубчатых реек 10, укрепленных в линейках манипулятора. Пустотелый вал приводится во вращение от редуктора, установленного на фундаменте, через цилиндрическую щестерню 14. Таким образом осуществляется передвижение линеек манипулятора для перемещения и правки слитка.
Механизм для кантования состоит из обычных кантовальных крюков IS, подвешенных щарнирно на рычагах 77 и 15. К рычагу 15 щарнирно прикреплена круглая зубчатая рейка 12, передвижением которой производится кантование.
Для правильной работы манипулятора и кантователя требуется, чтобы во время передвижения линейки 19 манипулятора точка прикрепления рейки 12 к рычагу 15 не меняла своего положения по отнощению к линейке 19, т. е. скорость и направление движения реек 10 и 12 должны быть одинаковы. При кантовании же точка прикрепления рейки 12 к рычагу 15 должна изменять сЁое положение относительно линейки 19. Это достигается при помощи диференциалььой зубчатой передачи 5, 6, 7, в которой шестерни 6, 7 насажены на валы 5, 4, проходящие через пустотелый вал 2,
При работе манипулятора без кан.тования вал 5 при помощи рычага 13, к нижнему концу которого прикреплена тяга к кривощипу редуктора кантователя, удерживается от вращения. Благодаря этому шестерня 7 диференциала вращается с двойным по откоп1ению к валу 2 числом оборотов. На валу 4 насажена щестерня 11, с которой сцепляется рейка 12. Диаметр щестерни 11 в два раза меньше диаметра щестерен 9, чем достигнута синхронность передвижения линейки 19 и рычага75.
При кантовании рычап 13 при ломощи редуктора кантователя перемещается на некоторый угол, благодаря чему шестерня // получает добавочное вращение и рейка 12 соверщает необходимое для поднимания кантовальных крюков 13 относительное к линейке 19 ностуцательное перемещение.
Предмет изобретения.
Манипулятор с кантователем к об жимному стану, отличающийся, тем что, с целью уменьшения его инерционных масс путем неподвижной установки двигателя с редуктором кантователя, приводной вал 2 линеек манипулятора выполнен полым для помещения передаточного вала, состоящего из двух частей 3 и 4, связанных между собой и с валом 2 диференциальной зубчатой передачей 5, 6, 7 для получения как синхронного движения реек 10 манипулятора и 12 кантователя, так и относительного их движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51014A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |
| Кантователь к блюмингу | 1937 |
|
SU54223A1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU804035A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| Кантователь для осевого поворота прокатанных изделий | 1949 |
|
SU128431A1 |

