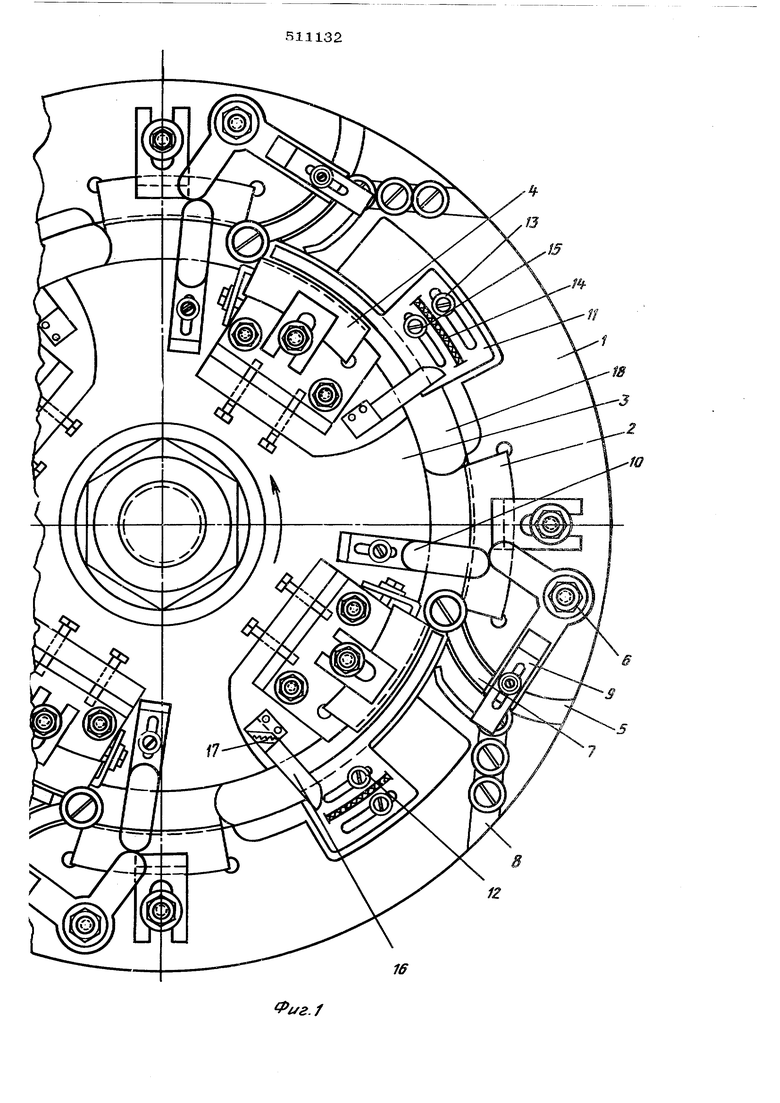
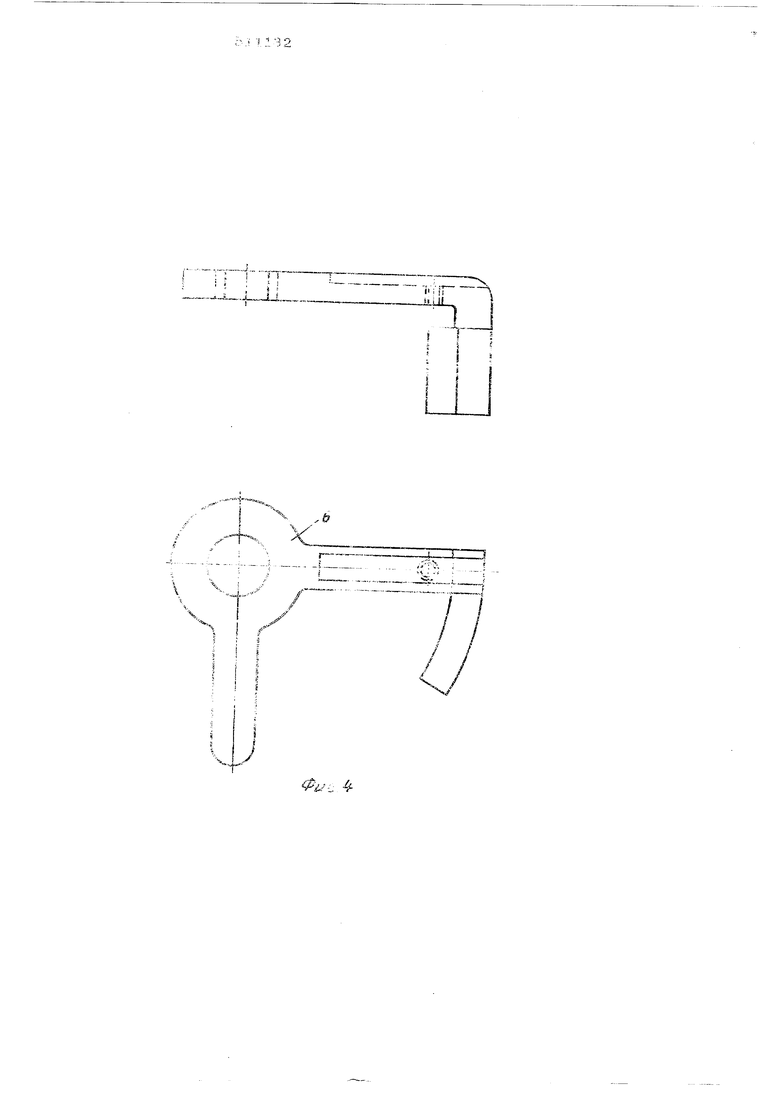
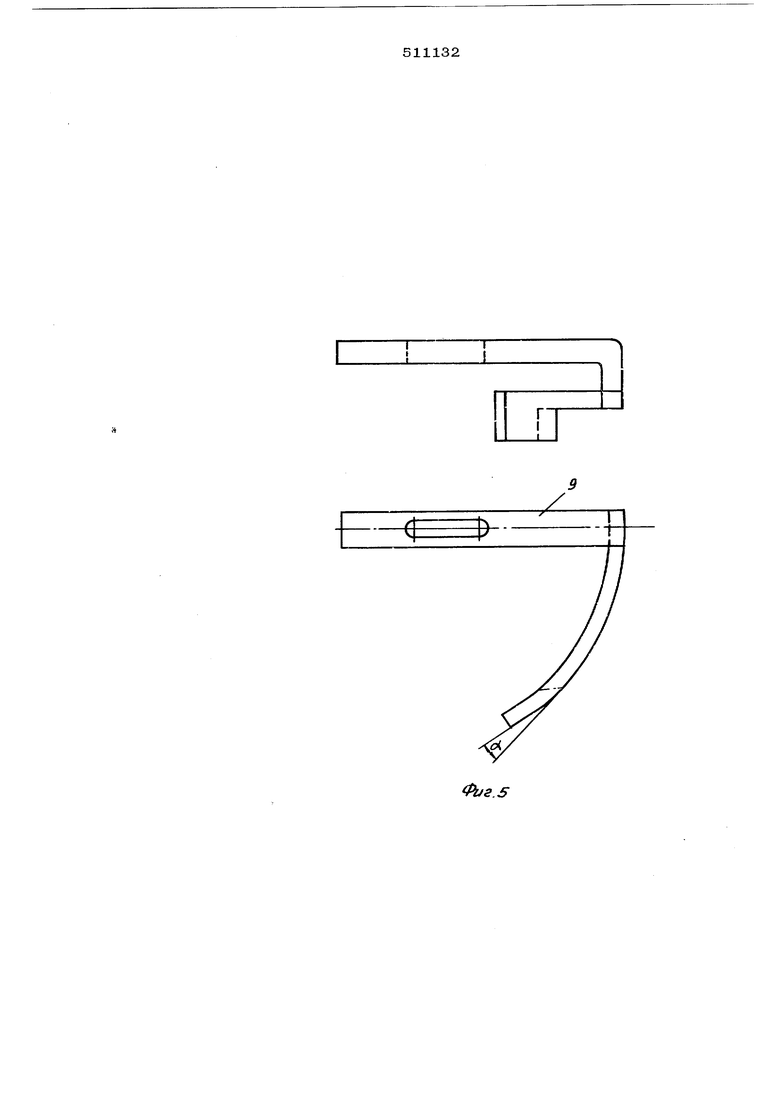
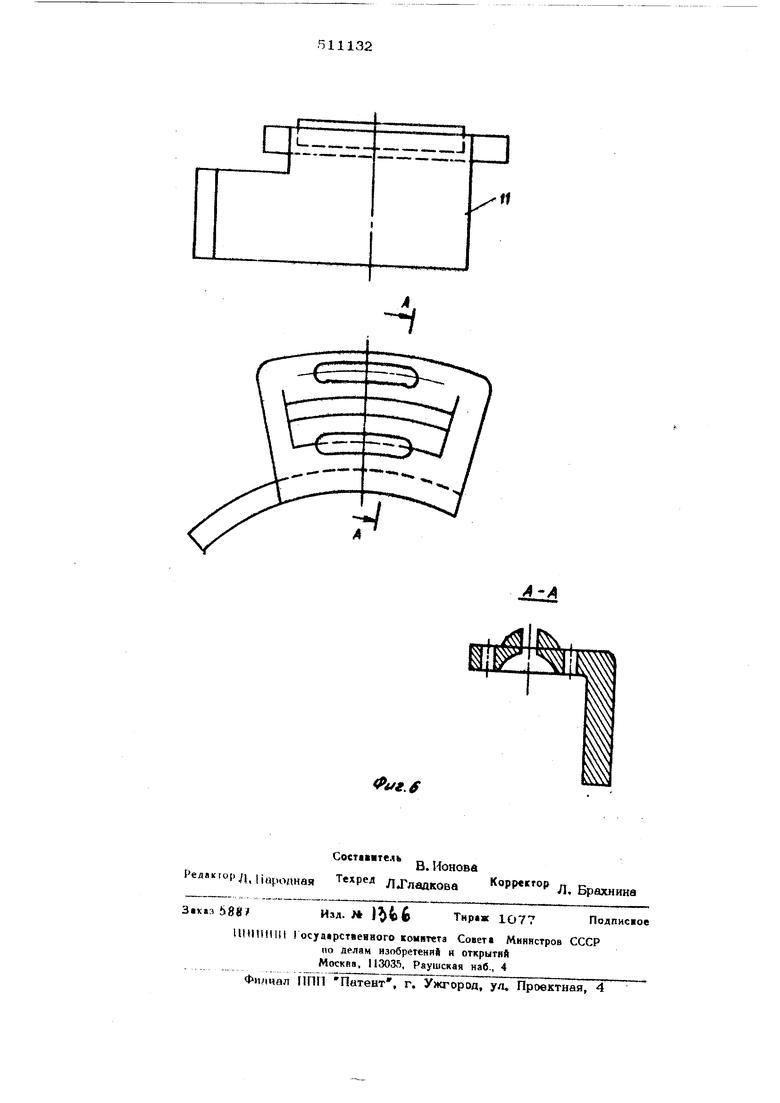
Изобретение относится к обработке м&4 . таллов давлением и может быть ист1ользо Ваио при накатке резьбы. Известно загрузочное устройство к peair боиакатиому станку роторного типа, содерЦ , жашее податчик заготовки, закрепленный i 1 на неподвижном столе станка, а также той ;катель с механизмом возврата его в исходное положение и поводком, закрепленным | на планшайбе./ Однако известное устройство не позво/met производить накатку резьбы различ ного профиля на заготовках различных диаметров одноаременно из-за громоздкости и сложности механизмов подачи заготовок; в вталкивания их. в рабочую зону резьбо- i накатного станка. Кроме того, известное устройство не обеспечивает высокую тфоизводительность итенка вследствие того, что в момент пол ,ЧИ Зеготовки в зону накатки требуетсй | сни-жеяие скорости вращения планшайбьи f Ударный толкатель действует на заготов : |,ку кратковременно, а поэтому для надеж-;I ного захвата заготовки приходит:. скорость врашения планшайбы.; С целью одновременной накатки резьбь :различного профиля на заготовках разного диаметра и повышения -тзоизвод - тт-льнос-ти |труда предложенное устройство снабжено i |закрепленным на планшайбе кулачком к отсекателем поштучной выдачи заготовок; j ус танов ленным на податчике. При этом последний закреплен шарштрно и вьтолнвн jB-виде Г-образного рычага с выступоМ; поводок, подпружинен в направлении радну са планшайбы, а толкатель г,:по;1нен в ви- I де пластины с пазами и вьи:тупом, I. Кроме того, механизм волтрага тояк8.. I теля в исходное положение В1,полнен в Виде пружины и упорного ролика, Г На фиг. 1 изображено усл;ойство, В4Щ сверху; на фиг. 2 - податчик заготовок с; отсекателем в исходном тголиженнн на фиг« .3 - то же, в конце рабочег-о хода; на фнг, 4 - податчик, две проекци ; на фиг, 5 - ; отсекатель, две тфоекцни; H,I фщ-. 6 толКатель, две проекции и рла)).з по .А-А, : На неттодвижном столе 1 закреплены вогнутые по радиусу накатные тапашки Г, а в тупиковых выемках планшайбы -3 в обоймах соответствующие вогнутым выпук лые накатные плашки 4, Для подачи заготовок к каждой паре плашек на неподвижном столе установлены напрэвл5пощие шины 5. Податчик заготовок 6 представляет собою Г-образный рычаг, шарнирно закревленный на стеле 1, Одно плечо рычага заканчивается помещенной в паз ши нами 5 пластиной 7. Для подачи заготовок в паз предусмотрен накло1П1ый склиз 8, связанный с бункером (на чертеже не пока зан). На этом же плече рычага закреплен отсекатель 9 с пластиной, изогнутой соответственно кривизне паза 6, На планшайбе 3 закреплены кулач1Сй Ю которые взаимодействуют с податчиками б. Каждый кулачок выставляется такстл образом, чтобы тфиводить в действие только соответствующий ему податчик, Вталкивание заготовок между плашками осуш.ествляется тохшателем 11„ Выступ толкателя выполнен по форме зазора между планшайбой 3 и неподвижным столом 1 и помещен в этом зазоре. Толкатель Чэрживается в тупиковой выемке стопа 1 при помощи винтов 12 и 13., пропущенных скво пазы, выполненные в пластине то.Т|кателя На столе 1 между зннтами 12 и 13 к на пластине толкателя 11 вьшо гнена выемка, в которой (ещена цилиндрически пру жино сжатия 14. На винте 12 установлен упорный рэлик 15, Толкатель приводится в движение закре ленным на планшайбе 3 поводком 16, подпружиненным ь радиальном направлении пру жиной 17, В неподвижном столе 1 выполнены отверстия 18 для отвода готовых деталей по склизам в бункерах (на чертеже не показаны), Устройство работает спедугэ)ли. образом В исходном положении подетчЕкя 6 расположены так, что пластины 7 не ствуют соскальзыванию заготовок из бунке ра по наклонному склиз г 3 в паз между направляющими шинами 5. Подойдя к соответствующему кодатчику 6, кулачок 10 поворачивает его относитель но оси, и пластина 7, упираясь в загс г-эвку перемещает ее по пазу, выводя в .зазор между неподвижным столом 1и1шашнай бой 3. В этот момент кулачок 10 выходит из зацепления с податчиком 6 и последний от водится в Hcxozmoe положение под дейст вием пружины (на чертеже не показана). При обратном ходе податчика 6 отсекатепь 9, настроенный на размер головки болта, отделяет одну заготовку, которая соскальзывает в паз между шинами 5 и в следующем цикле работы будет подана в зону катки. В этот же момент при дальнейшем повороте планшайбы 3 поводок 16 перемещает толкатель 11, выступ которого вталкивает заготовку между неподвижной плашкой 2 и подошедшей подвижной плашкой 4, При перемещении толкателя пружина 14 сжимается. Поводок 16 доходит до упорного ролика 15, закрепленного на вина-е 12, отжимаегся им в радиальном направлении и выходит из зацепления с толкателем 11, Под действием пружины 14 толкатель 11 отходит в исходное положение, а заготовка увлекается далее силой трения подвижной плашки. Готовая деталь с налатг нной резьбой падает в отверстие 1& в неподвижном столе и по склизу передается в буькер готовых изделий. Накатка заготовок на следующей осуществляется аналогично, Регулиро- зением положения отсекателей 9 и кулачков 10, а также установкой соответствующих плашек 2 и 4 рбеспечивается возможность накатки на каждой позиции установки резьбы различного шага и профиля на заготовках различного диаметра, что поз&воляет увеличить загрузку оборудования и повысить производительность труда. Установка же высаупа толкателя в зазоре между планшайбой и столом и перем&шение толкателя по дуге в момент вталкивания заготовки между плашками позволяют подавать заготовку без замедления движения планшайбы, что обеспечивает повышение производительности труда. Формула изобретения 1„ Загрузочное устройство к резьбонакатному станку, состоящее из податчика заготовки, закреппенного на неподвижном столе, а также толкателя с механизмом возврата его в исходное положение и поводком, закрепленным на планшайбе, о т л :i-« чающееся тем, что, с целью одно- временной накатки резьбы различного профиля на заготовках разного диаметра и повышения производительности труда, оно гяабжеяо закрепленным на планшайбе кукачком Л отсекателем поштучной вьшачи заготовок, установленным на податчике, тгрп этом последний закреплен шарнирно и вьтолнек в виде Г-образного рычага с 5 выступом, псводок подпружинен в направ- лении радиуса плашлайбы, а толкатель выполней в виде пластины с пазами и выступом. 511132 6 2, Устройство по п, 1, о т л и ч а ю- ш е е с п тем, что механизм возврата толкателя в исходное положение выполнен в виде пружины и упорного ролика.
иг.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ НА ЗАГОТОВКАХ | 1937 |
|
SU52492A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для подачи заготовок | 1988 |
|
SU1555030A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Автоматический резьбонакатной станок | 1975 |
|
SU541550A1 |
| РЕЗЬБОДАВИЛЬНЫЙ СТАНОК | 1972 |
|
SU346005A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
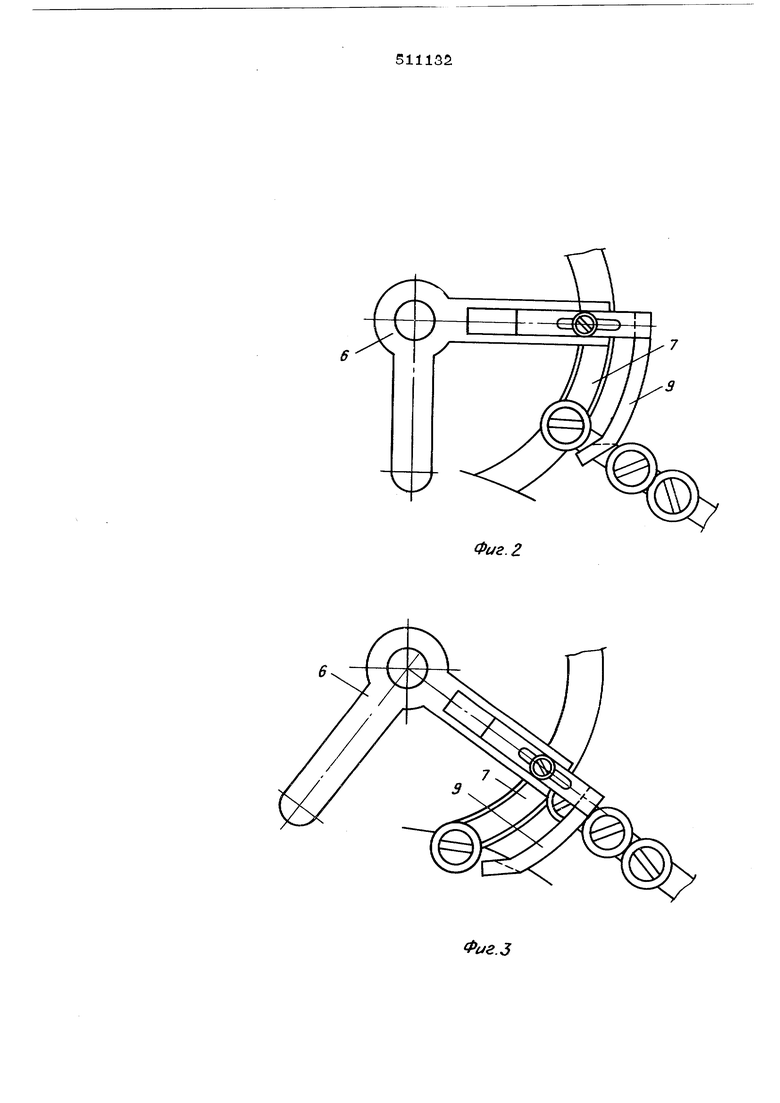
Фиг.З
,, .,,,.
X
,Х
4
пС
п
