CTHj может быть наДпено любым способом согласно теории машин и механизмов.
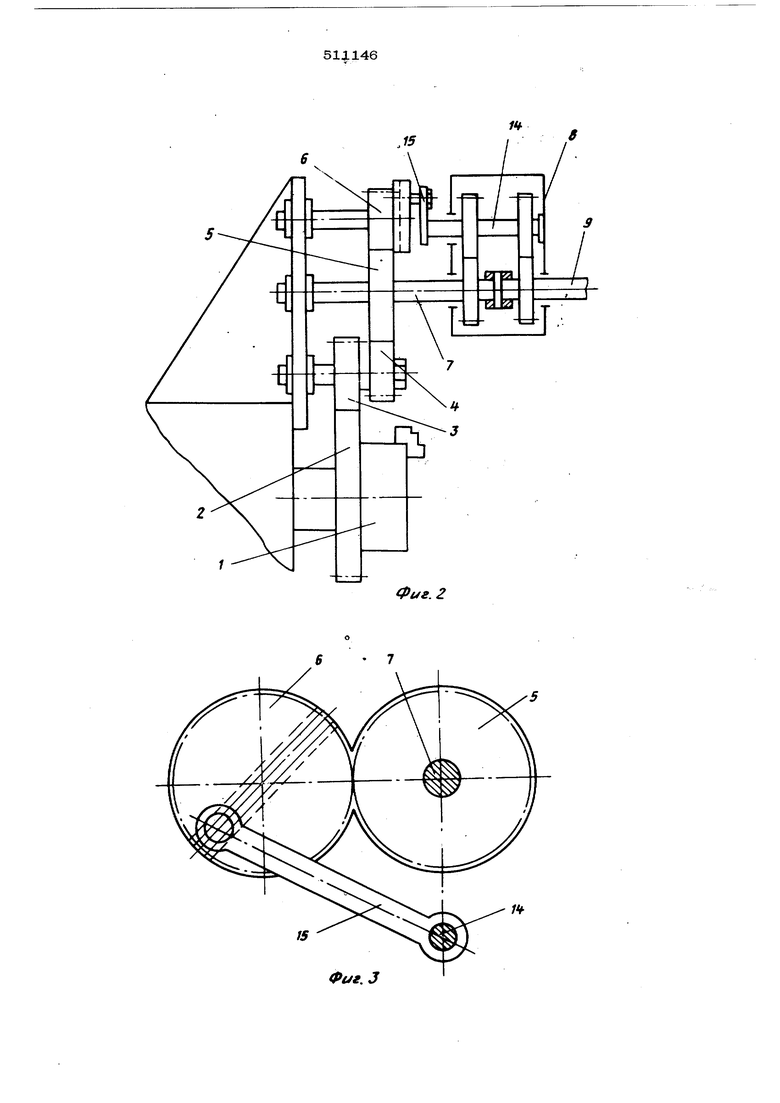
Обработку необходимого профиля производ т после настройки кривошипного устройства, которое с помощью кривошипного диска 6 и тяги 15 накладывает дополнительные движения дифференциалу 8. При
увеличении рдциуса кривошипа f
кр
увеличивается кривизна вогнуторти или
выпуклости. При 0 обрабатывают
кр
прямолинейные поверхнос ти.
Если число резцов в инструментальной головке 2 О равно 2 , а отношение чи.сел оборотов инструментальной головки
П будет К,
ц - и детали
Ля
то обрабатываемая поверхность в общем случае будет представлять собой многогранник с числом граней /7г Z К
В зависимости от числа граней и спирали винтовой линии многогранника, который должен получаться после обработки, выбирают передаточное число зацепляющихс щестерен.fi,
Так; например, при обработке квадратного профильно-спирального вала рередаточное отношение К (при Z 2) всех четырех шестерен отбора движений следует выбирать с таким расчетом, чтобы оно составляло величину, несколько меньше 1;2.
При установке четырех шестерен 2,3,4,5 отбора движений с количеством зубьев соответственно равным 12 О, 59, 57, 58, передаточное число К составило 1:1,9988, что обеспечивает поворот ква,цратного профиля за один оборот детали на 26°. В данном случае за каж,цый оборот
детали обрабатываемый участок, образуемый обкатом резцовой головки 2О с заготовкой, повернется по отношению к предьщушему участку на 26°, образуя спираль- ную поверхность с углом подъема винтовой линии в зависимости от величины продо;ианой подачи резцовой головки 20 за один оборот детали.
Таким образом, устройство позволяет
без смены элементов технологической оснастки легко и просто производить переналадку станка на обработку невбходимого профиля. А обработка деталей бесшпоночного соединения на этом станке (например,
трехгранного, квадратного профиля) позволит исключить шпоночно- и шлицефрезерную операцию в машиностроении. Все это позволит сократить трудоемкость изготовления деталей со сложным профилем.
Формула изо б р е т е н и я
Устройство к токарному станку для обработки сложных поверхностей, представлшощее собой настроенную кинематическую цепь деталь - инструмент, подсоединенную к шпинделю станка и через щлицевой вал связанную с держателем инструмента, закрепленным на продольном суппорте,
отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, кинематическая цепь деталь - инструмент снабжена кривошипным механизмом, связан ным с дифференциалом, выходной вал которого соединен с валом; установленным на продольном суппорте и несущим инструмент - резцовую головку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| УСТРОЙСТВО для ОБРАБОТКИ МНОГОГРАННИКОВ | 1973 |
|
SU397270A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1972 |
|
SU338304A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
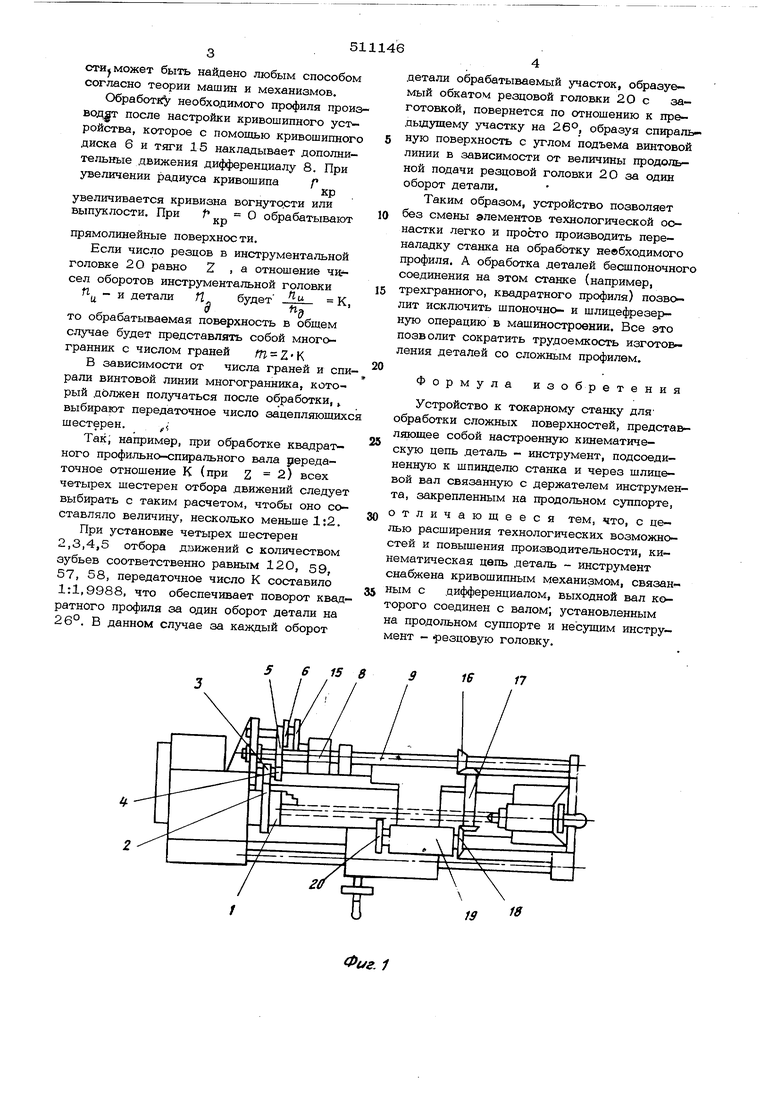
Фиг. 1
15
Фиг. J
1410
fff 12
11
/J
иг
