1
Изобретение относится к литейноky производству и может быть использовано для получения отливок сложной koнфигypaции на машинах для литья под низким давлением в условиях массового и крупносерийного производства.
Известны машины для литья под низким давлением, на которых отливают крупногабаритные отливки повьш1енной плотности 13
Но из-за расположения в нижней части формы печи с металлопроводом в этой машине ие предусмотрено выталкивание отливок снизу. Это не позволяет изготавливать на ней отливки с глубокими ребрами, для извлечения которых необходимо выталкивание снизу, что снижает номенклатуру заливаемых деталей.
Наиболее близкой к предлагаемой по технической сущности является машина для литья под низким давле нием, содержащая станину, литейную , форму с механизмом выталкивания отливки из нижней полуформы, печь с тиглем, крьшкой и металлопроводом и механизм перемещения верхней полуформы .
К недостаткамэтой машины следует отнести то, что выталкивание отливки из нижней полуформы производится подъемом печи вверх, что усложняет конструкцию машишл, так как вызывает необходимость увеличить ход
10 подъема печи на величину выталкиваемой детали. Кроме того, движение печи после каяодого цикла заливки вверх-вниз разрушает футеровку печи и выводит из строя спирали нагрева,
ts что снижает надежность работы мапшны. Частицы футеровки и окалина, попаданщая в металл из верхней крьппки и спиралей, загрязняет металл, что ухудшает качество Л1ттья.
20
Цель изобретения - упрощение конструкь га и улучшение качества литья,
Поставленная цель достигается тем, что в известной машине для
литья под низким давлением, содержащей станину, литейную форму с механизмом выталкивания отливки из нижней полуформы, печь с тиглем, крьппкой и металлопроводом и механизм перемещения верхней полуформы.
Механизм выталкивания отливки из нижней полуформы выполнен в виде поворотного вокруг вертикальной оси кольца, в пазах которого установлены ролики с осями, закрепленными в толкателях, причем пазы выполнены по винтовой линии.
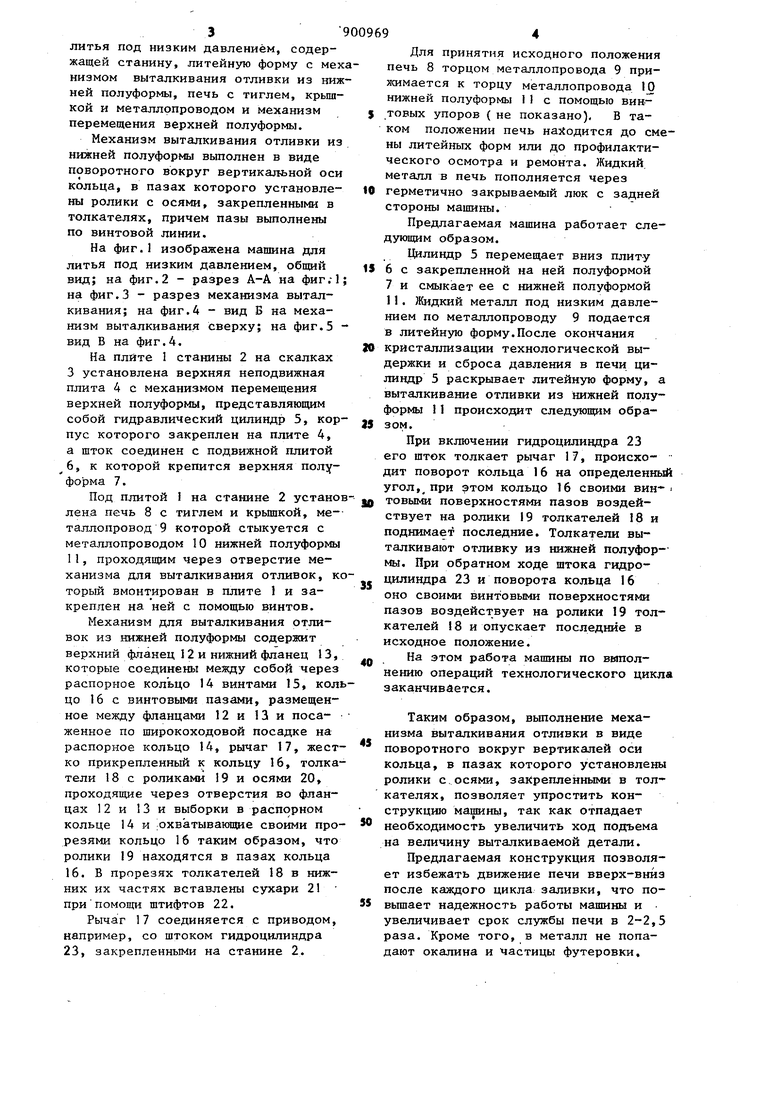
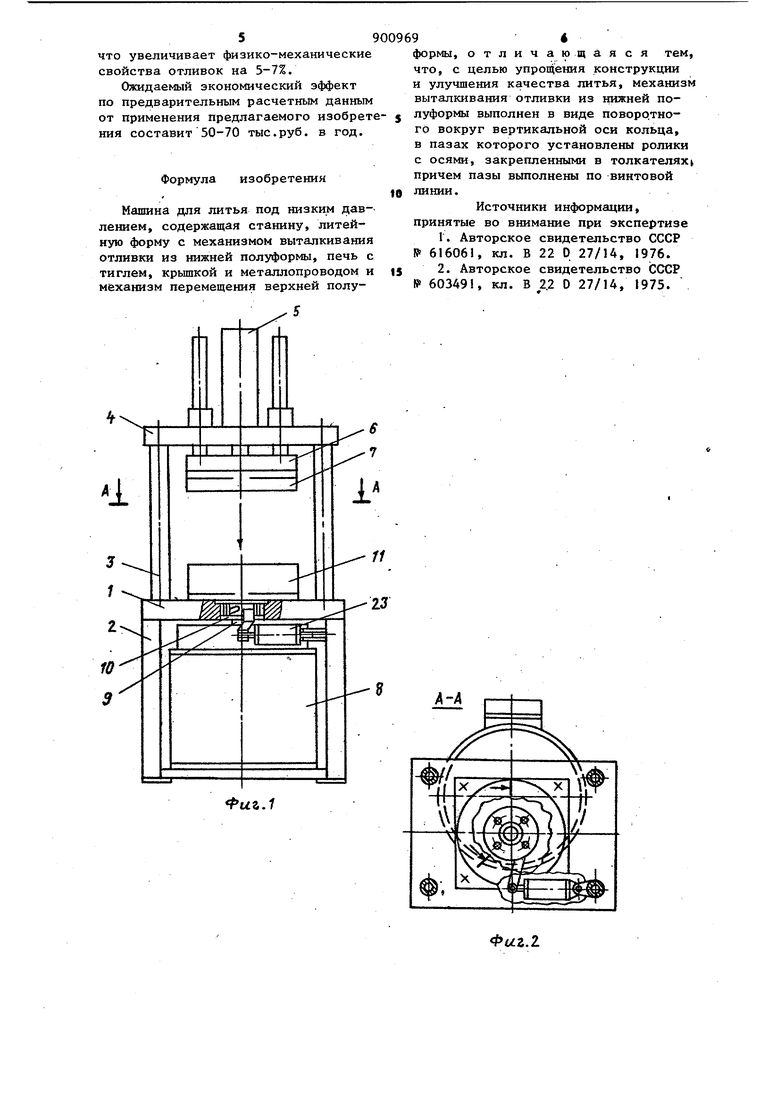
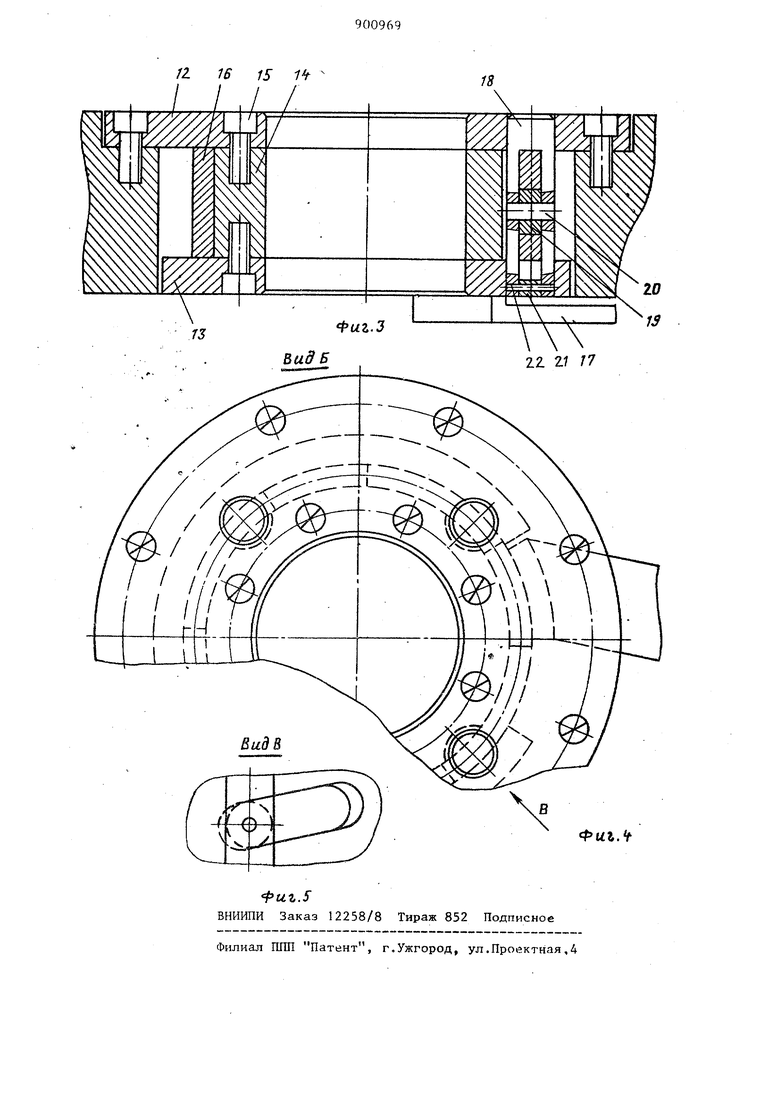
На фиг.1 изображена машина для итья под низким давлением, общий вид; на фиг. 2 - разрез А-А на фиг.-1; на фиг.З - разрез механизма выталкивания; на фиг.4 - вид Б на механизм выталкивания сверху; на фиг.З вид В на фиг.4.
На плите 1 станины 2 на скалках 3 установлена верхняя неподвижная плита 4 с механизмом перемещения верхней полуформы, представляющим собой гидравлический цилиндр 5, корпус которого закреплен на плите 4, а шток соединен с подвижной плитой 6, к которой крепится верхняя полуформа 7.
Под плитой I на станине 2 установена печь 8 с тиглем и крьшкой, ме-таллопровод 9 которой стыкуется с металлопроводом 10 нижней полуформы 11, проходящим через отверстие меанизма для выталкивания отливок, который вмонтирован в плите 1 и закреплен на ней с помощью винтов.
Механизм для выталкивания отливок из нижней полуформы содержит верхний фланец 12 и нижний фланец 13, которые соединены между собой через распорное кольцо 14 винтами 15, кольцо 16 с винтовыми пазами, размещенное между фланцами 12 и 13 и поса- енное по широкоходовой посадке на распорное кольцо 14, рычаг 17, жестко прикрепленный к кольцу 16, толкатели 18 с роликами 19 и осями 20, проходящие через отверстия во фланах 12 и 13 и выборки в распорном ольце 14 и охватываюпще своими проезями кольцо 16 таким образом, что олики 19 находятся в пазах кольца 16. В прорезях толкателей 18 в нижих их частях вставлены сухари 2 припомощи штифтов 22.
Рычаг 17 соединяется с приводом, апример, со штоком гидроцилиндра 23, закрепленными на станине 2.
Для принятия исходного положения печь 8 торцом металлопровода 9 прижимается к торцу металлопровода 10 нижней полуформы 11 с помощью винтовых упоров ( не показано), В таком положении печь наз{одится до смены литейных форм или до профилактического осмотра и ремонта. Жидкий, металл в печь пополняется через
герметично закрываемый люк с задней стороны машины.
Предлагаемая машина работает следующим образом.
Цилиндр 5 перемещает вниз плиту
6с закрепленной на ней полуформой 7 и смыкает ее с нижней полуформой 11. Жидкий металл под низким давлением по металлопроводу 9 подается в литейную форму.После окончания
кристаллизации технологической выдержки и сброса давления в печи цилиндр 5 раскрывает литейную форму, а выталкивание отливки из нижней полуформы 11 происходит следующим образом.
При включении гидроцилиндра 23 его шток толкает рычаг 17, происходит поворот кольца 16 на определенньй угол, при этом кольцо 16 своими вин
товыми поверхностями пазов воздействует на ролики 19 толкателей 18 и поднимает последние. Толкатели выталкивают отливку из нижней полуформы. При обратном ходе штока гидроцилиндра 23 и поворота кольца 16 оно своими винтовыми поверхностями пазов воздействует на ролики 19 толкателей 18 и опускает последние в исходное положение.
На этом работа машины по ввшолнению операций технологического цикла заканчивается.
Таким образом, выполнение механизма выталкивания отливки в виде поворотного вокруг вертикалей оси кольца, в пазах которого установлены ролики с осями, закрепленными в толкателях, позволяет упростить конструкцию машины, так как отпадает
необходимость увеличить ход подъема на величину выталкиваемой детали.
Предлагаемая конструкция позволяет избежать движение печи вверх-вниз после каждого цикла заливки, что повышает надежность работы машины и увеличивает срок службы печи в 2-2,5 раза. Кроме того, в металл не попадают окалина и частицы футеровки. что увеличивает физико-механические свойства отливок на 5-7%. Ожидаемый экономический эффект по предварительным расчетным данным от применения предлагаемого изобрете ния составит 50-70 тыс.руб. в год. Формула изобретения Машина для литья под низким давлением, содержащая станину, литейную форму с механизмом выталкивания отливки из нижней полуформы, печь с тиглем, крьшкой и металлопроводом и механизм перемещения верхней полуформы, отличающаяся тем, что, с целью упрощения конструкции и улучшения качества литья, механизм выталкивания отливки из нижней полуформы выполнен в виде поворотного вокруг вертикальной оси кольца, в пазах которого установлены ролики с осями, закрепленными в тoлкaтeляx причем пазы выполнены по винтовой линии. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 61606J, кл. В 22 р 27/14, 1976. 2.Авторское свидетельство СССР № 603491, кл. В 2.2 О 27/14, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Установка для литья под низким дав-лЕНиЕМ | 1979 |
|
SU850298A1 |
| Машина для литья под низким давлением | 1976 |
|
SU603491A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Установка литья под низким давлением | 1978 |
|
SU789233A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| Установка для литья под низким давлением | 1974 |
|
SU511997A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
Г1
Г1
1 т
d
fuz.1
АФиг.2.
