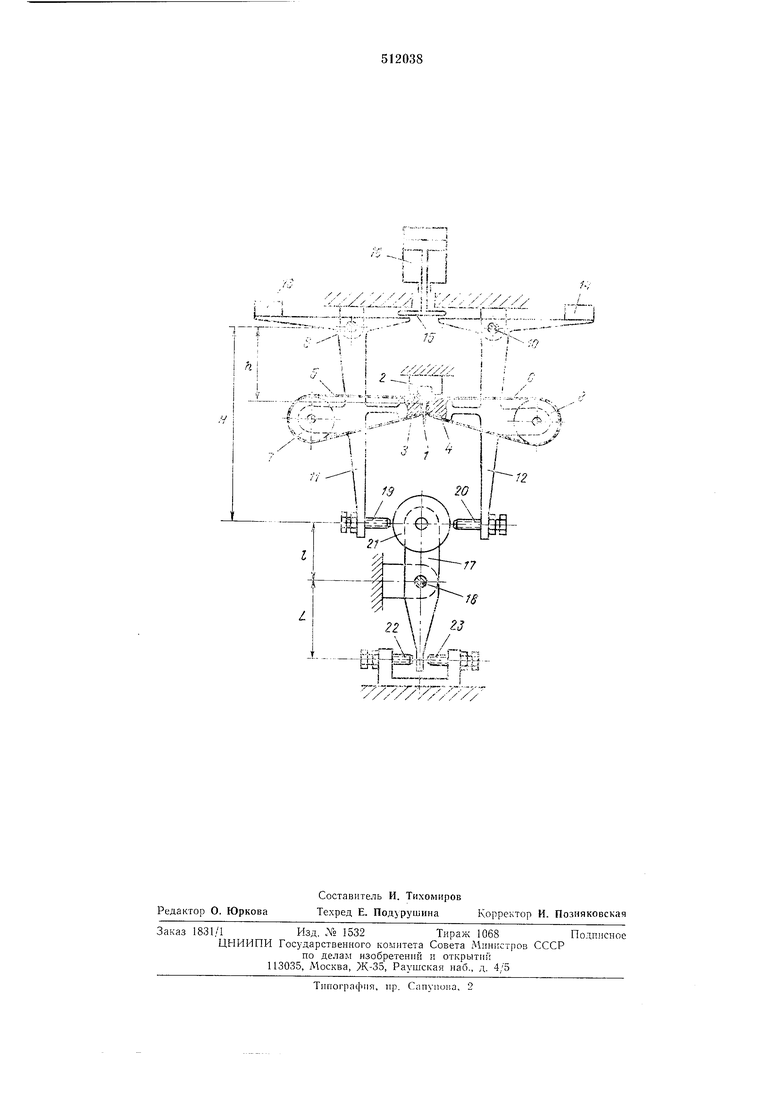
взаимодействующими с подвижным упоромрычагом 17. Для компенсации износа ииструмента винты 19 и 20 уиираются не пеиосредствеино в рычаг 17, а в шарнирно установленный на нем профильный кулачок 21, при повороте которого изменяется его диаметр в сечении, проходящем через оси винтов 19 и 20 (механизм поворота и фиксации кулачка 21 иа чертеже для простоты не изображен).
Нижний конец рычага 17 предназначен для выдержання заданного смещения пера относительно замка лопатки. Для этого он взаимодействует с микрометрическими винтами 22 и 23, установленными на станине устройства.
При работе устройства в начале между кулачком 21 и концами винтов 19 и 20 имеется зазор; по мере съема припуска на обрабатываемых поверхностях детали качалки И и 12 поворачиваются относительно своих осей и приближают концы этих винтов к кулачку.
Если скорость съема припуска на обеих обрабатываемых поверхностях одинакова, то винты 19 и 20 одновременно касаются кулачка 21 (при одинаковой величине припусков па обе поверхности), подача на врезание прекращается (нижний конец рычага 17 при этом находится посередине между винтами 22 и 23). После определенного цикла выхаживания включают гидроцилиндр 16 на отвод качалок.
Если толщина лент 5 и 6 уменьщается, то толщина пера лопатки 1 увеличивается. Для компепсации износа лент проворачивают кулачок 21 и подача вновь продолжается, пока винты 19 и 20 снова не упираются в поверхность кулачка 21. Для повыщения точности срабатывания устройства отнощение плеч H/h должно быть больше 1.
Если по каким-либо причинам абразивная лента 6 снимает припуск быстрее ленты 5, то и качалка 12 поворачивается быстрее, соответственно винт 20 первым касается кулачка 21 и, нажимая на него, поворачивает относительно оси 18 рычаг 17, нижний конец которого первым касается ограничительного винта 23. Подача на врезание качалки 12 в этот момент прекращается, а качалка 11 по-прежнему по мере съема припуска лентой 5 поворачивается
относительно своей оси 9 до тех пор, пока винт 19 не упирается в кулачок 21. Однако наиболее часто встречается такой случай, когда вследствие незначительной разности прииусков и их скоростей съема винты 19 и 20 достигают поочередно поверхности кулачка 21, поворачивая рычаг 17 на такой угол, когда он не касается какого-либо из винтов 22 и 23. При этом в момент, когда винт 20 касается кулачка 21, нижний конец рычага 17 еще не упирается в какой-либо из винтов 22 или 23. Таким образом, в большинстве случаев цикл обработки кончается при неодинаковых зазорах между концом рычага 17 с винтом 22
и 23. При этом смещение пера относительно замка будет в пределах заданной нормы, величина которой определяется суммарным зазором между контактными поверхностями конца рычага 17 и винтами 22 и 23.
Для повышения точности отнощение L/1 плеч рычага 17 должно быть больше 1.
В описываемом устройстве автоматически учитывается неравномерность принусков на обработку противоположных поверхностей деталей и автоматически выдерживается заданная толщина детали при заданном смещении обрабатываемых поверхностей относительно баз крепления детали.
Формула изобретения
1.Устройство для одновременной обработки противоположных поверхностей деталей, например спинки и корыта лопатки, содержащее качалки с режущим инструментом, подаваемые на врезание усилием собственного веса, отличающееся тем, что, с целью повыщения точности обработки, устройство снабжено взаимодействующим с качалками подвижным упором, перемещение которого ограничено предусмотренными на станине регулируемыми винтами.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности
компенсации износа инструмента, подвижный упор снабжен профильным поворотным кулачком.
..:.. -Д-,
1f I c:::zi,:-rr5 ,
- - ---::., ; :--- - ...(к,-с- ,-П-- 7:.
--,r. - : ...
(
.4,-: / ,.-.w--
.
-- :о I i
;л1
I /
u/ /„
...
btJ 1- Ш - pt-J
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |
| Устройство для одновременной обработки противоположных поверхностей деталей | 1973 |
|
SU536944A2 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |