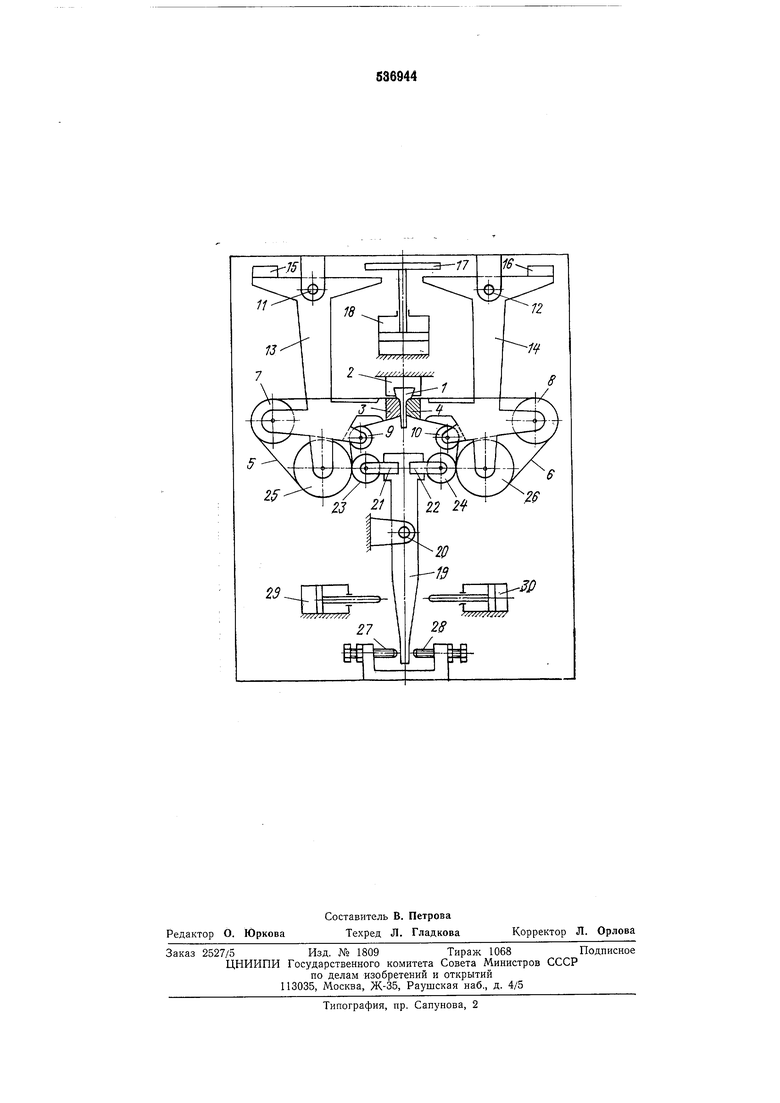
и 22 установлены свободно вращающиеся ролики 23 и 24, взаимодействующие через абразивные ленты 5 и б с роликами 25 и 26, закрепленными на качалках 13 и 14. Нижний конец рычага 19 взаимодействует с ограничительными винтами 27 и 28, закрепленными на станине.
При работе устройства качалки 13 и 14 под действием собственного веса и грузов 15 и 16 поджимают контактные элементы 3 и 4 с абразивными лентами 5 и 6 к обрабатываемой детали 1. При этом вначале между лентами с роликами 25 и 26 и роликами 23 и 24 имеется зазор. Допустим, съем припуска абразивной лентой 5 идет быстрее, чем лентой 6. Тогда контактный ролик 25 с лентой 5 через ролик 23 поворачивает рычаг 19 до тех пор, пока его нижний конец не упрется в винт 27. При износе ленты 5 по толщине качалка 13 повернется на соответственно большую величину. Таким образом, смещение обработанной поверхности будет в заданных пределах. В это время между лентой 6, огибающей ролик 26, и роликом 24 имеется некоторый зазор, который уменьщается по мере подачи. В тот момент, когда лента 6 с роликом 26 упрутся в ролик 24, подача врезания качалки 14 прекратится. При этом будет выдержана заданная толщина обрабатываемой детали, так как ролики 23 и 24 с помощью перемещающихся кронщтейнов 21 и 22 настроены на требуемую толщину детали. Положение правой поверхности относительно баз крепления детали также будет выдержано независимо от износа ленты.
По мере нагружения ролика 24 весом правой качалки 14 рычаг 19 поворачивается против часовой стрелки, при этом продолжается подача на врезание качалки 14, что приводит к тому, что толщина обрабатываемой детали будет меньще заданной. Для предотвращения этого рычага 19 выполнен с возможностью фиксации в крайнем положении, которая производится, например, силовыми пнев-мо- или гидроцилиндрами 29 и 30, работающими следующим образом. В тот момент, когда нижнее плечо рычага 19 коснется винта 27, начнется
уменьщение силы поджима контактного элемента 3 с лентой 5 к обрабатываемой детали, что приведет к уменьшению потребляемой этой лентой мощности приводного электродвигателя. Элементы электроавтоматики (на
чертеже не изображены) при уменьшении потребляемой электродвигателем мощности дают команду на золотник, управляющий подачей воздуха или жидкости в цилиндр 30. Шток порщня этого цилиндра переместится
влево - до упора в рычаг 19. Таким образом, положение этого рычага в крайнем положении будет зафиксировано и при нажатии правой качалкой на ролик 24 рычаг 19 не сможет проворачиваться. По мере уменьщения мощности, потребляемой электродвигателем привода ленты 6, вырабатывается команда на отключение всего устройства, т. е. на привод порщня цилиндра 18, отводящего ленты от деталей, прекращение вращения лент и т. п.
Формула изобретения
1.Устройство для одновременной обработки противоположных поверхностей деталей по авт. св. № 512038, отличающееся тем,
что, с целью автоматической компенсации износа по толщине каждой из абразивных лент, подвижный упор снабжен двумя жестко свя3f иными между собой свободно вращающимися регулируемыми роликами, а качалки
снабжены взаимодействующими с ними дополнительными роликами, огибаемыми абразивными лентами.
2.Устройство по п. 1, отличающееся тем, что подвижный упор выполнен с возможностью фиксации в крайнем положении посредством щтоков силовых цилиндров, предусмотренных в устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования пера лопаток | 1973 |
|
SU511191A1 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| Устройство для ленточного шлифования | 1973 |
|
SU536040A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Устройство для одновременной обработки противоположных поверхностей деталей | 1972 |
|
SU512038A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальное устройство | 1976 |
|
SU657975A2 |