3
станина статора электродвигателя, которая является кольцеобразной деталью, подвергающейся нагреву. Ярмо 15 отведено влево.
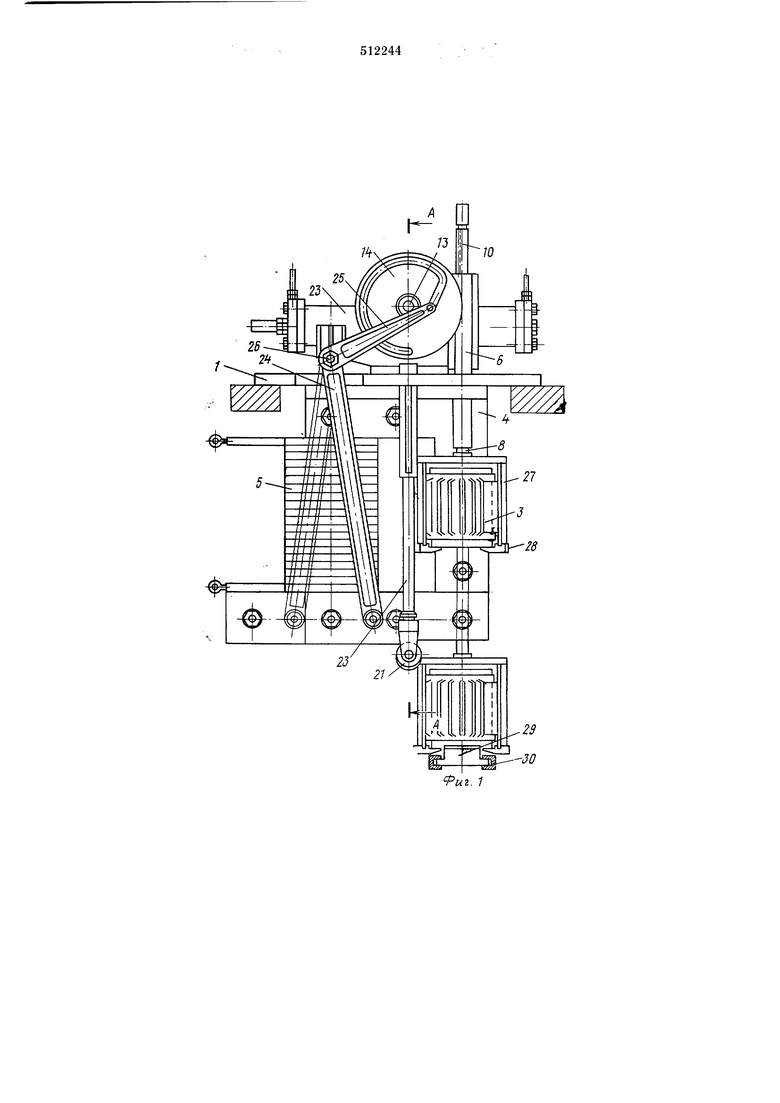
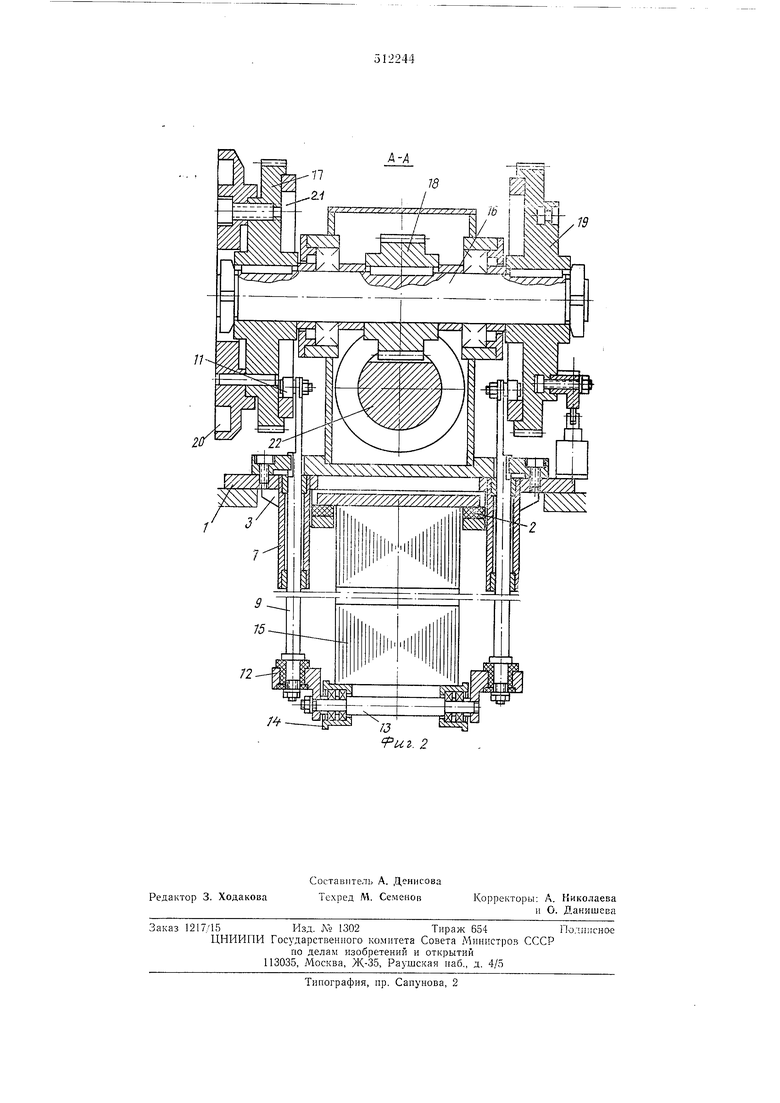
После сигнала от:-привода конвейера 30 на золотник управления (на чертеже не показан) начинается движение штока 22 гидроцилиндра 23 в-право. Происходит вращение шестерен 17, 18, 19 одновременно с копиром 20. Зубчатые рейки 10 и штанги 8 движутся вверх, станина перемещается на магнитолровод 4, а ярмо устанавливается в рабочее положение. При этом оно перекатывается на роликах 14 под действием рычатов 24, 25, поворачивающихся вокруг оси 26 при взаимодействии с копиром 20.
В конечном положении ярмо наезжает «а ролики 14 заклинивающим скосом. Однозрем«пно (Перекатывающиеся по копирным пазам 21 ролики 11 подтягивают штанги 9 до положения заклинивания.
Происходит патрев станины, по окончании которого золотник управ.лепия получает сигнал от реле времени, ограничивающего длительность цикла. Шток 22 начин- ет движение влево. Электропитание обмотки отключается. Штанги 9 опускаются, ролики 14 освобождают ярмо. Происходит отвод ярма в
4
исходное положение и одновременно опускание станины на спутник.
Формула изобретения
1.Установка для индукционного нагрева изделий, содержащая магнитопровод и ярмо с приводом, отличающаяся тем, что, с
целью совмещения операций установки ярма и загрузки-выгрузки изделий, установка снабЖена шталгами с м-еханизмом их вертикального перемещения, связанного с ярмом посредством рычажяой системы, причем на
штангах укреплены захваты.
2.Установка по п. 1, отличающаяся тем, что одна лара щтанг в верхней части выполнена в виде реек, а другая - снабжена копирными роликами и катками для установки ярма.
3.Установка по п. 1, 2, отличающаяс я тем, что механизм вертикального перемещения состоит из насаженных на одном валу копира и шестерен, одна из которых соединена с приводом, а две другие выполнены с копирными пазами, взаимодействующими с копирными роликами.
П
V,
А-А
19
. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Автооператор | 1978 |
|
SU749629A1 |
| Установка для автоматической наплавки | 1973 |
|
SU524635A1 |
| Копировальное устройство для обработки тел вращения непрерывной формы | 1984 |
|
SU1177139A2 |
| Устройство для загрузки в печь и выгрузки из нее эмалируемых изделий | 1984 |
|
SU1235991A1 |
| Полуавтомат для фасонной резки вертикально расположенных труб | 1985 |
|
SU1288007A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Установка для нанесения покрытия на изделия | 1990 |
|
SU1776449A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |