(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИОДИЧЕСКИХ
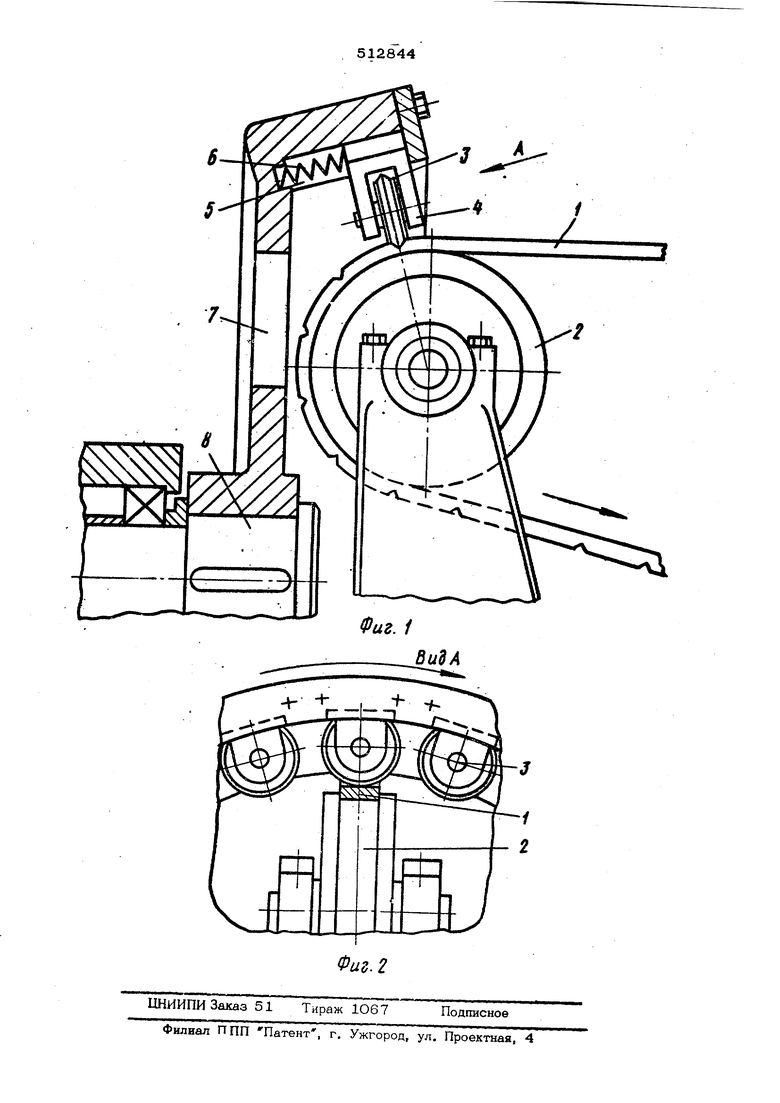
ПРОФИЛЕЙ Каждый ролнх 3 врашаюшейся обоймы 7 поочереаво входит в «DBrajcr с заготовкой If огибающей опорный валок 2 в перемешаемой тянущим устройством, (на чертеже тянущее устройство не показано }i и смд шается в пазах 5 под«дайствнеи заготов кн 1 по ходу ее {{1вяження, а 1фв выходе на контакта пружинами 6 возвращается в исходное положение. Скорости перемещения заготовки и вращения обоймы согласуются так, чтобы смещение роликов в пазах было незначитель ным. Шаг) периодического профиля иа заготовке также задается соотношением скороо тей перемещения заготовки и вращения обоймы. Для получения профилей повышенной точ ности геометрии канавок необходимо соб« люсти перпендикулярность плоскости рабо чего ролика к поверхностн заготовки во время их контакта. С этой целью оси роликов в подушках установлены п аллельно нахфавляющим пазам обоймы. Предлагаемое устройство работает в направленном режиме на заготовках преиму щественно из бучта. Смешение роликов вместе с заготовкой во время контакта уменьшает тангенциальные усилия, действующие на плоскость их профилирующей части, в результате чего увеличивается стойкость ш{струментов.. Комплекты роликов с рапными формами I профилирующей части позволяют быстро перенастраивать устройство на получение профилей с поперечными канавками соответ ствукхцей фЬрмы. Комбинированная установка роликов с разной формой профилирующей части в обойму устройства через, один или-. два щага позволяет также получать периодическнй { хфиль с переменной формой канавок. Формул, а изобретения Устройство для изгоч-овления периоди ческих про4илей с поперечными канавками. |содержащее смонтированные в станинеприводной опорный валок и профилирующие I ролики, установленные с возможностыо свободного вращения на осях, закрепленных в подушках, отличающееся тем, ;чтс, с целью повышения производительноо ти и стойкости инструмента, оно снабжено Конической обоймой, установленной в стани не с возможностыо вращения от привода в плоскости, перпендикулярной плоскости вращения опорного валка, и выполненной с направляющими пазами на ее внутренней конической поверхности, параллельно ее об разующей, в которых установлены подушки, выполненные подпружиненными в ;направле- ч: НИИ к опорному валку, а оси роликов в подушках установлены параллельно каправляюшнм пазам обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления периодических профилей | 1976 |
|
SU568492A2 |
| Устройство для изготовления периодических профилей с поперечными канавками | 1977 |
|
SU673365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133665C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Рабочий валок для изготовления сложных периодических профилей | 1978 |
|
SU774741A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Машина для гибки конических обечаек | 1986 |
|
SU1444025A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |