Изобретение относится к обласпи обработки металлов давлением и, в частности, может быть ярименвно при изготовлении про.филей с поперечными канавками различной формы.
По основному авт. св. N° 512844 известно устройство для изготовления периодических профилей, содержащее смонтированные в станине приводной опорный валок и коническую обойму с возможностью вращения о г привода в ПЛОСКОСТИ, перпендикулярной плоскости вращения опорного валка, а в обойме, в ее внутренних пазах, расположенных по образующей коничеокой части, установлены профилирующие ролики, оси которых подпружинены и параллельны иазам.
iB известиом устройстве производят формообразование поперечных канавок и пазов с заданным шагоМ при вдавливании профи-, лирующих роликов в огибающую опорный валок загготозку.
Однако глубина пазов за один проход профилирующего рол,ика ограничена условиями деформации. Для образования глубоких кан,авок или пазов необходимы больщие контактные усилия, действие которых быстро выводит ИЗ строя роликовый инструмент.
С целью изтотовления профилей с глубокими пазами за один проход предлагаемое устройство снабжено комплектом дополнительных роликов, смонтированных в обойме, причем дополнительные ролики смещены от профилирующих роликов в осевом и радиальном направлениях.
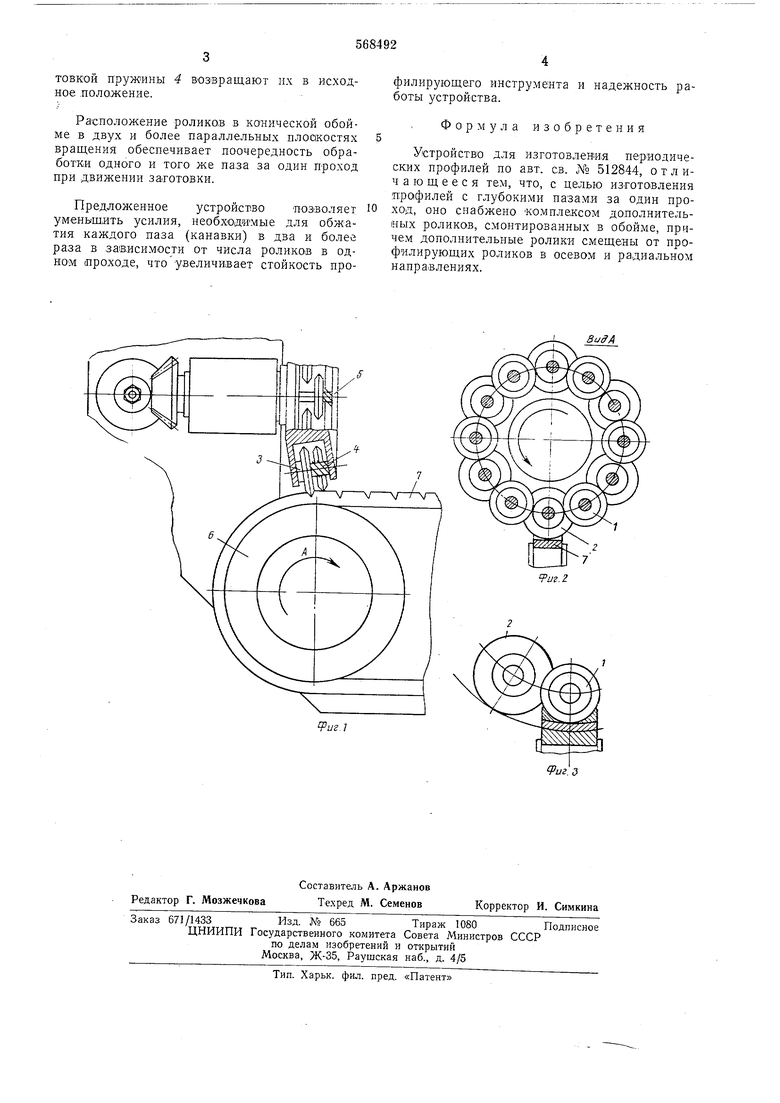
На фиг. 1 схематически показано предлагаемое устройство, общий вид; на фиг. 2- вид по стрелке Л фиг. 1; на фиг. 3 - схема деления обжатия паза роликами за один проход.
Профилирующие ролики / и 2, посаженные на оси 5 и подпружиненные пружинами 4, установлены в конической обойме 5 с возможностью вращения в двух параллельных плоскостях, перпендикулярных плоскости вращения опорного валка 6, огибаемого заготовкой 7.
Для деления глубины обжатия паза за один проход рабочие части роликов / и 2 выставлены относительно друг друга на величину обжатия.
Устройство работает следующим образом. При вращении конической обоймы 5, кинематически связанной с опорным валком 6, ролики 7 и 2 поочередно входят в контакт с движущейся заготовкой 7, обжимая один и тот же паз. При этом ролики смещаются на своих осях 3 в направлении движения заготовки, сжимая пружины 4. При выходе роликов из контакта с заготонкой пружины 4 воз Вращают их в исходное .положение.
Расположение роликов в конической обойме в двух и более параллельных плоскостях вращения обеспечивает поочередность обработки одного и того же паза за один проход при движении заготовки.
Предложенное устройство таоаволяет уменьшить усилия, необходимые для обжатия каждого паза (канавки) в два и более раза в зависимости от числа роликов в одном (Проходе, что увеличивает стойкость профилирующего инструмента и надежность работы устройства.
Формула изобретения
Устройство для изготовления периодических профилей по авт. св. Л 512844, отличающееся тем, что, с целью из-гото1вления профилей с глубокими пазами за один проход, оно снабжено -комплексом дополнительных роликов, смонтированных в обоЙ1ме, причем дополнительные ролики смещены от профилирующих роликов в осевом и радиальном направлениях.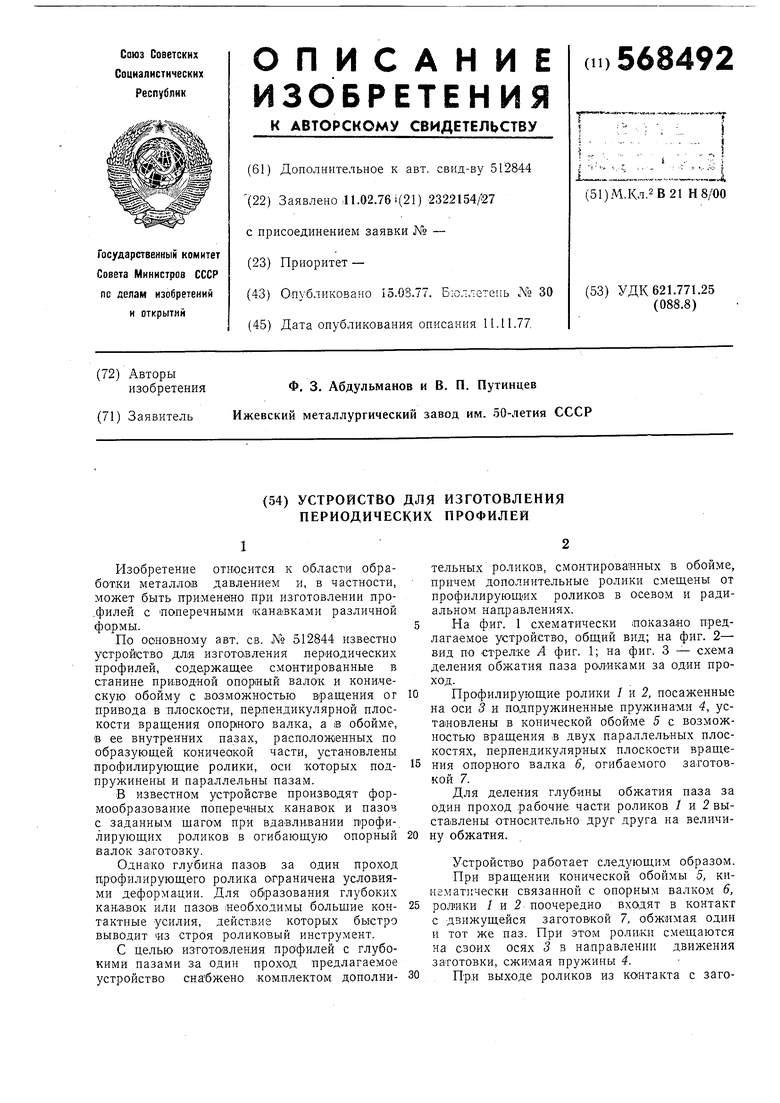
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления периодических профилей | 1974 |
|
SU512844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133665C1 |
| Устройство для изготовления периодических профилей с поперечными канавками | 1977 |
|
SU673365A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Устройство для подачи профильного длинномерного материала в зону обработки | 1986 |
|
SU1338937A1 |
| Устройство для раскатки колец | 1973 |
|
SU499016A2 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
I SuffA
