1 . .Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении профилей с поперечными канавками различной фор мы,.
Известо -устройство для изготовления периодических профилей типа полосы с повторяющимися поперечньщи канавками .
Известное устройство содержит рабочий инструмент, выполненный в виде всшков или роликов с зубчатой нарезкой. Периодический профиль в подобных устройствах получают прокаткой или накаткой, а шаг профиля и расположение канавок определено параметрами зубчатой нарезки на вгипкаХ или рол|1ках f 1 .
Известно устройство для изготовления периодических профилей с поперечными канавками, содержащее станину, установленную на закрепленном в станине поворотном корпусе с возможностью вращения от привода, коническую обойму с профилирующи1 ш роликами и приводной опорный валок 21.
Известное устройство не обеспечивает получения наклонных поперечных канавок.
. .- : . . ..-..,..-.,..- . . -.. (
Целью изобретения является расширение технЬ;10гйчвских возможностей устройства путём обеспечения воэможйос ти поворота плоскости вращения . обоймы. : . .. .
Поставленная цель достигается тем, . что предлагаетюё устройство снабжено установленным в станине сектором с дугообразным направляющим пазом, а по0воротный корпус установлен с возможностью перемещения по направлявшему паэу сектора,
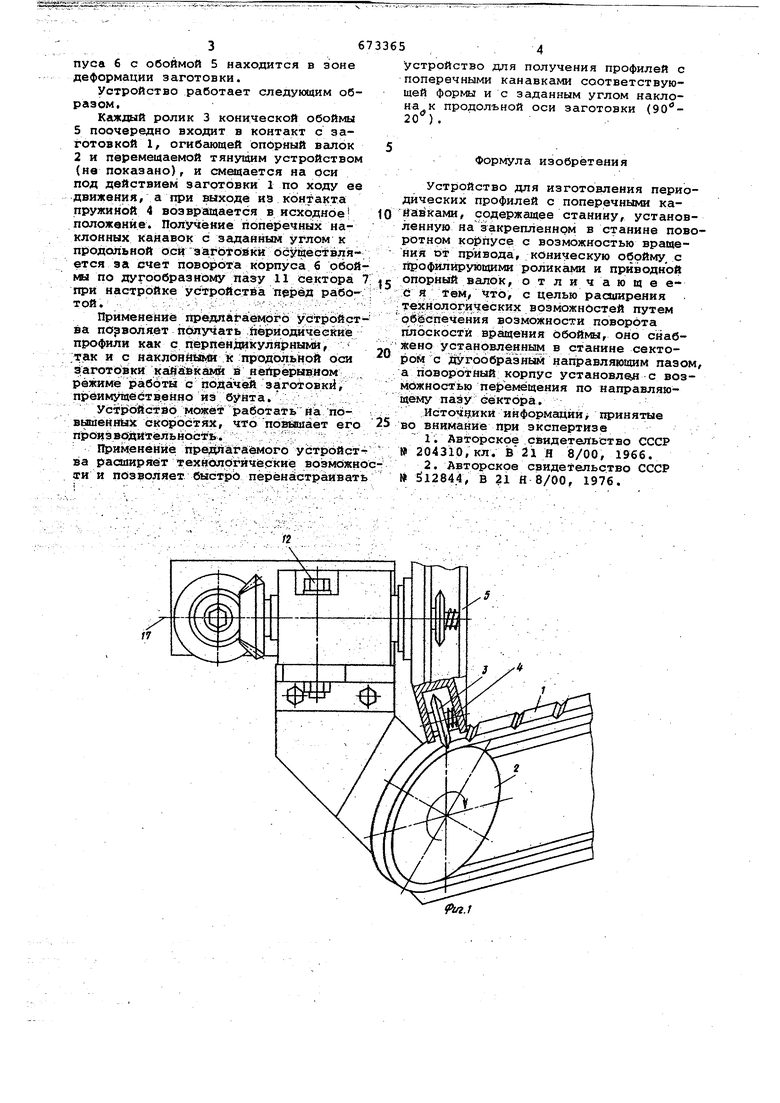
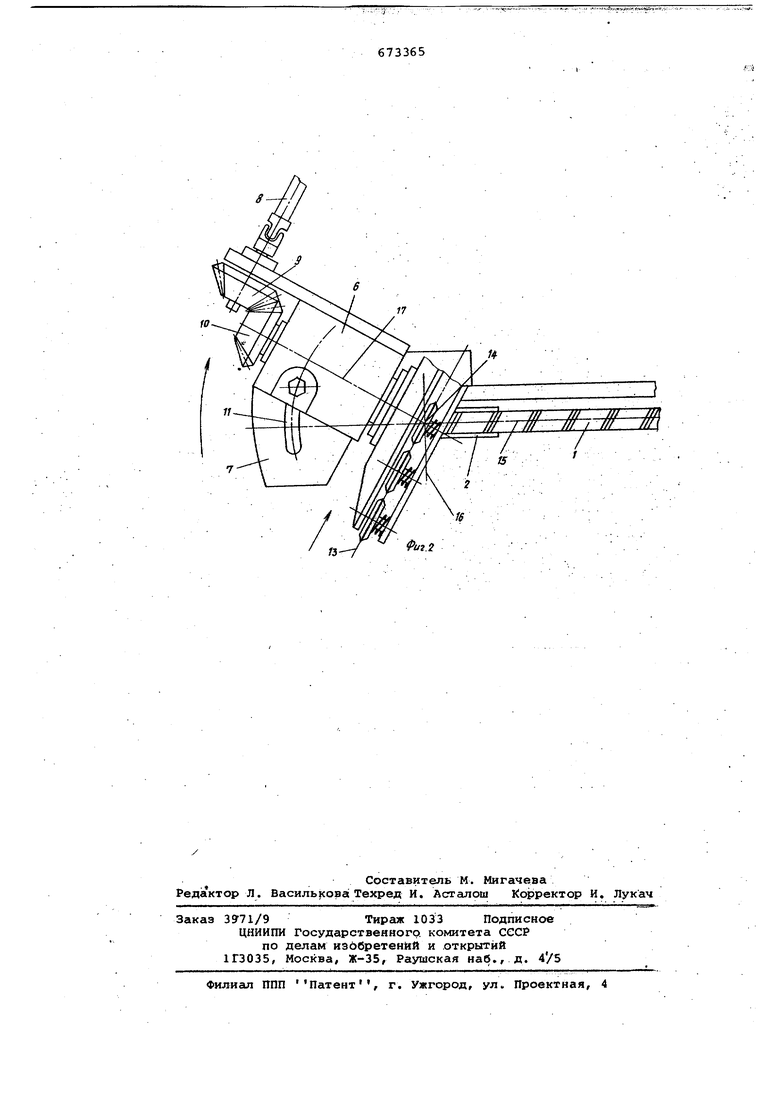
На Фиг.1 показано предлагаемое устройствона - то же,вид сверху.
5 Заготовка 1 огибает опорный агшок 2. Профилирующие ролики 3 установлены на осях и подпружинены пружинами 4. в конической обойме 5. Коническая
0 обойма 5 установлена в поворотном корпусе б на секторе 7, который установлен на станине. Коническая обойма 5 установлена с возможностью вращения от привода (на чертеже не пока5зано) через карданную передачу 8 и шестерни 9 и 10.. .Дугообразный паз 11 в секторе 7 и винт 12 служат дпя поворота и фиксации корпуса обоймы. В устройстве сектор 7 с пазом.11 уста0новлен так, что центр поворота корпуса б с обоймой 5 находится в зоне деформации заготовки. Устройство работает следующим образом. Каждый ролик 3 конической обоймы 5 поочередно входит в контакт с заготовкой 1, огибающей опорный валок 2 и перемещаемой тянущим устройством (не показано), и смещается на оси под действием заготовки 1 по ходу ее движения, а при выходе иэ контакта пружиной 4 возвращается в исходное положение. Получение пЬпё1}ечных наклонных канавок с заданным углом к продольной оси заготовки осуществляется за счео поворота корпуса 6 обой мл по дугообразному пазу 11 сектора при настройке устройства перед работой. Применение предлагаемого устройст ва позволяет получать периодические профили как с перпендакулярными, так и с наклонными к продольной оси 5|аготовкй кайавкамй а непрерывном режиме работы с подачеЛ заготовки, преимущественно из бунта. Устройство может работать на повышенных скоростях, что повышает его всдительность. Применение предлагаемого устройст ва расширяет технологические возможн ти и позволяет быстрЬ перенастраиват
673365 Устройство для получения профилей с поперечными канавками соответствующей формы и с заданным углом наклона к продольной оси заготовки (). Формула изобретения Устройство для изготовления периодических профилей с поперечными кайавками, содержащее станину, установленную на закрепленном в станине поворотном корпусе с возможностью вращения от привода, коническую обойму, с йрофилйрующими роликами и приводной опорный валок, отличающееС Я тем, что, с целью расширения технологических возможностей путем обеспечения возможности поворота тглоскости враадения Обоймы, оно снабжено установленным в станине сектором с дугообразньиО направляющим пазом, а поворотный корпус установлея с возможностью перемещения по направляющ&му пазу сектора. ИсточвдкИ информацииj принятые во внимание при экспертизе 1.Авторское свидетельство СССР 204310, кл. iB2l Я 8/00, 1966. 2.Авторское свидетельство СССР 51284.4, В 21 Я 8/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления периодических профилей | 1976 |
|
SU568492A2 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Устройство для изготовления периодических профилей | 1974 |
|
SU512844A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Приспособление к четырехвалковым вальцам для изготовления конических обечаек | 1979 |
|
SU963603A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |
/2
v
-№Р ф
/
ft.r
3 -
f316
иг.г
