(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| Поточная линия для изготовления пакетов шин | 1975 |
|
SU569433A1 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| Установка для резки рулонного материала | 1985 |
|
SU1349907A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
1
Изобретение относится к машиностроению и может быть использовано в линиях поперечной резки рулонной листовой стали.
Известна автоматическая линия, состоящая из правильно-разматывающего устройства, валковой ленты рулона, петлевого компенсатора, стопелера и механических сдвоенных поворотных ножниц с транспортом, состоящим из транспортера ввода начала ленты рулона в зону резки, транспортера промежуточного для перемещения заготовок между ножниц и транспортера выводного для удаления заготовки из зоны резки, имеющих возможность, изменения конфигурации при изменении угла разворота ножниц, приводимых в движение едиными бесконечными ремнями 1.
Применение такого транспортера приводит к уменьщению надежности работы изза постоянного трения приводных ремней на вводном транспортере о начало ленты рулона, подаваемого в зону резки установкой подачи ленты, отрицательного влияния на них масла с ленты рулона, больщого количества перегибов и малого срока гарантии; транспортер обладает низкой ремонтопригодностью из-за больших затрат при ремонте, связанных с заменой ремней.
Известна автоматическая линия поперечной резки рулонного материала, содержащая устройство размотки рулона, устройства
5 правки и подачи ленты, петлевой компенсатор, механические сдвоенные поворотные ножницы с транспортером изменяемой конфигурации при передвижении или развороте ножниц, состоящим из входного, выводного
,Q и промежуточного транспортеров, последний из которых включает не менее двух стационарных приводных роликов, соответствующих щирине транспорта и параллельно установленных в середине промежутка между ножницами 2.
15 Недостатком известной линии является применение малопроизводительных гидравлических ножниц, более сложных по конструкции, трудоемких в обслуживании и ремонте. При интенсивйой работе ножниц
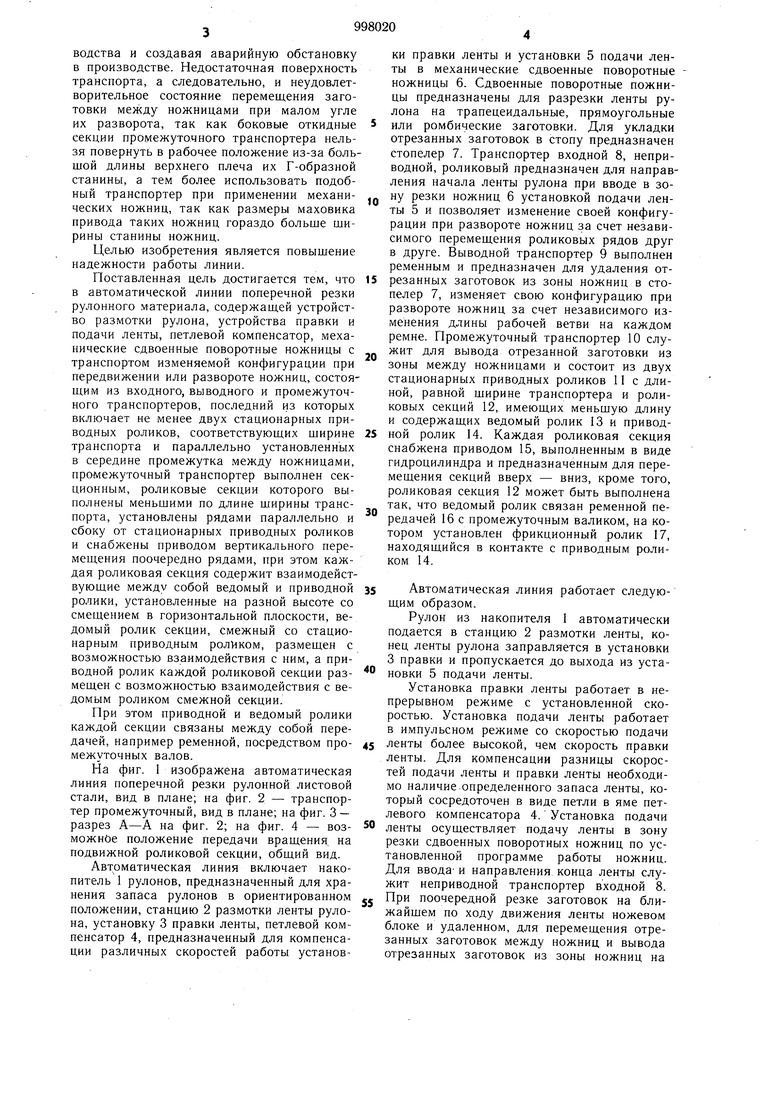
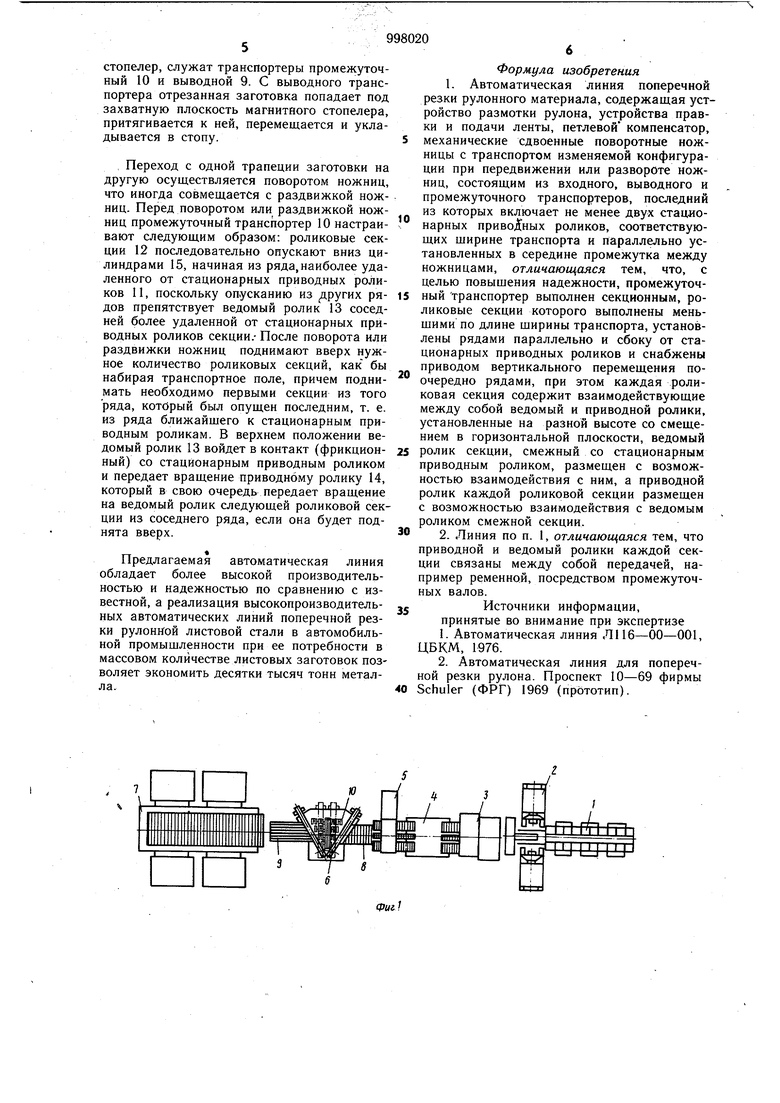
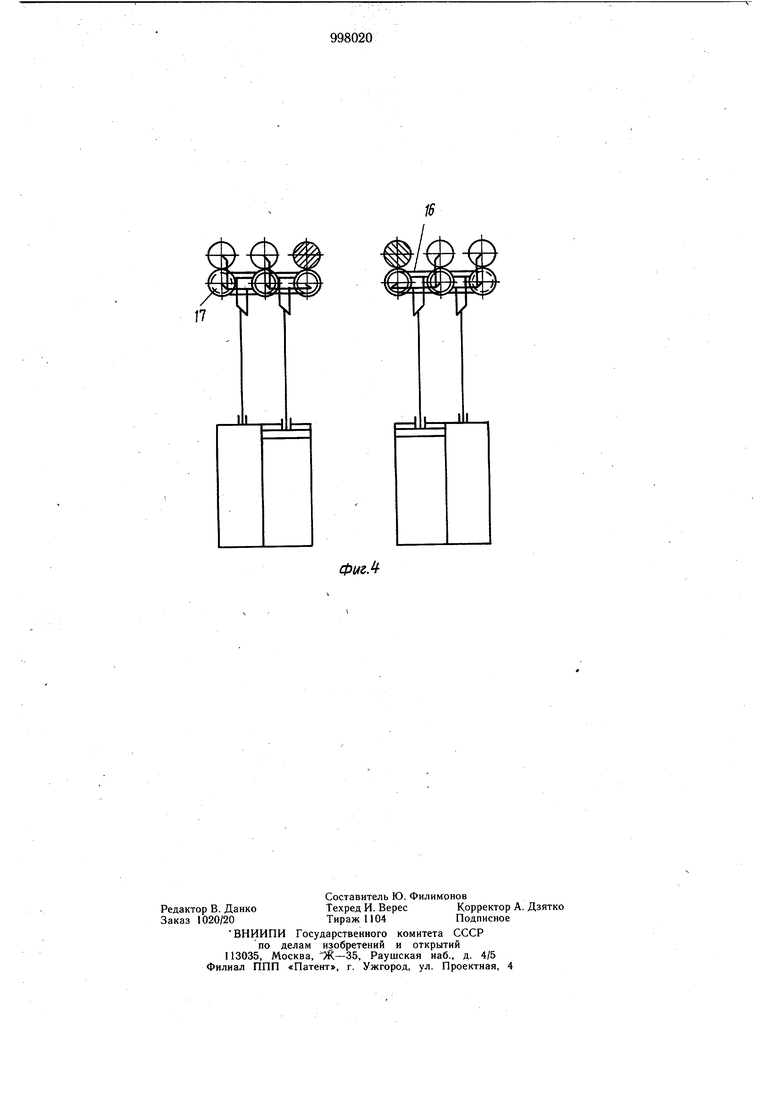
2Q масло в гидросистеме перегревается, в результате гидроударов увеличены шумовые характеристики. Для обеспечения расхода масла в короткие циклы необходимы трубопроводы больщого проходного сечения, которые часто рвутся, снижая культуру производства и создавая аварийную обстановку в производстве. Недостаточная поверхность транспорта, а следовательно, и неудовлетворительное состояние перемещения заготовки между ножницами при малом угле их разворота, так как боковые откидные секции промежуточного транспортера нельзя повернуть в рабочее положение из-за большой длины верхнего плеча их Г-образной станины, а тем более использовать подобный транспортер при применении механических ножниц, так как размеры маховика привода таких ножниц гораздо больше ширины станины ножниц. Целью изобретения является повышение надежности работы линии. Поставленная цель достигается тем, что в автоматической линии поперечной резки рулонного .материала, содержащей устройство размотки рулона, устройства правки и подачи ленты, петлевой компенсатор, механические сдвоенные поворотные ножницы с транспортом изменяемой конфигурации при передвижении или развороте ножниц, состоящим из входного, выводного и промежуточного транспортеров, последний из которых включает не менее двух стационарных приводных роликов, соответствующих ширине транспорта и параллельно установленных в середине промежутка между ножницами, промежуточный транспортер выполнен секционным, роликовые секции которого выполнены меньшими по длине ширины транспорта, установлены рядами параллельно и сбоку от стационарных приводных роликов и снабжены приводом вертикального перемещения поочередно рядами, при этом каждая роликовая секция содержит взаимодействующие между собой ведомый и приводной ролики, установленные на разной высоте со смещением в горизонтальной плоскости, ведомый ролик секции, смежный со стационарным приводным роликом, размещен с возможностью взаимодействия с ним, а приводной ролик каждой роликовой секции размещен с возможностью взаимодействия с ведомым роликом смежной секции. При этом приводной и ведомый ролики каждой секции связаны между собой передачей, например ременной, посредством промежуточных валов. На фиг. 1 изображена автоматическая линия поперечной резки рулонной листовой стали, вид в плане; на фиг. 2 - транспортер промежуточный, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - возможное положение передачи вращения, на подвижной роликовой секции, общий вид. Автоматическая линия включает накопитель 1 рулонов, предназначенный для хранения запаса рулонов в ориентированном положении, станцию 2 размотки ленты рулона, установку 3 правки ленты, петлевой компенсатор 4, предназначенный для компенсации различных скоростей работы установки правки ленты и установки 5 подачи ленты в механические сдвоенные поворотные ножницы 6. Сдвоенные поворотные пожницы предназначены для разрезки ленты рулона на трапецеидальные, прямоугольные или ромбические заготовки. Для укладки отрезанных заготовок в стопу предназначен стопелер 7. Транспортер входной 8, неприводной, роликовый предназначен для направления начала ленты рулона при вводе в зону резки ножниц б установкой подачи ленты 5 и позволяет изменение своей конфигурации при развороте ножниц за счет независимого перемещения роликовых рядов друг в друге. Выводной транспортер 9 выполнен ременным и предназначен для удаления отрезанных заготовок из зоны ножниц в стопелер 7, изменяет свою конфигурацию при развороте ножниц за счет независимого изменения длины рабочей ветви на каждом ремне. Промежуточный транспортер 10 служит для вывода отрезанной заготовки из зоны между ножницами и состоит из двух стационарных приводных роликов 11 с длиной, равной ширине транспортера и роликовых секций 12, имеющих меньшую длину и содержаших ведомый ролик 13 и приводной ролик 14. Каждая роликовая секция снабжена приводом 15, выполненным в виде гидроцилиндра и предназначенным для перемещения секций вверх - вниз, кроме того, роликовая секция 12 может быть выполнена так, что ведомый ролик связан ременной передачей 16 с промежуточным валиком, на котором установлен фрикционный ролик 17, находящийся в контакте с приводным роликом 14. Автоматическая линия работает следующим образом. Рулон из накопителя 1 автоматически подается в станцию 2 размотки ленты, конец ленты рулона заправляется в установки 3 правки и пропускается до выхода из установки 5 подачи ленты. Установка правки ленты работает в непрерывном режиме с установленной скоростью. Установка подачи ленты работает в импульсном режиме со скоростью подачи ленты более высокой, чем скорость правки ленты. Для компенсации разницы скоростей подачи ленты и правки ленть необходимо наличие определенного запаса ленты, который сосредоточен в виде петли в яме петлевого компенсатора 4. Установка подачи ленты осуществляет подачу ленты в зону резки сдвоенных поворотных ножниц по установленной программе работы ножниц. Для ввода- и направления конца ленты служит неприводной транспортер входной 8. При поочередной резке заготовок на ближайщем по ходу движения ленты ножевом блоке и удаленном, для перемещения отрезанных заготовок между ножниц и вывода отрезанных заготовок из зоны ножниц на
стопелер, служат транспортеры промежуточный 10 и выводной 9. С выводного транспортера отрезанная заготовка попадает под захватную плоскость магнитного стопелера, притягивается к ней, перемещается и укладывается в стопу.
, Переход с одной трапеции заготовки на другую осуществляется поворотом ножниц, что иногда совмещается с раздвижкой ножниц. Перед поворотом или раздвижкой ножниц промежуточный транспортер 10 настраивают следующим образом: роликовые секции 12 последовательно опускают вниз цилиндрами 15, начиная из ряда, наиболее удаленного от стационарных приводных роликов 11, поскольку опусканию из других рядов препятствует ведомый ролик 13 соседней более удаленной от стационарных приводных роликов секции.- После поворота или раздвижки ножниц поднимают вверх нужное количество роликовых секций, как бы набирая транспортное поле, причем поднимать необходимо первыми секции из того ряда, который был опущен последним, т. е. из ряда ближайщего к стационарным приводным роликам. В верхнем положении ведомый ролик 13 войдет в контакт (фрикционный) со стационарным приводным роликом и передает вращение приводному ролику 14, который в свою очередь передает вращение на ведомый ролик следующей роликовой секции из соседнего ряда, если она будет поднята вверх.
Предлагаемая автоматическая линия обладает более высокой производительностью и надежностью по сравнению с известной, а реализация высокопроизводительных автоматических линий поперечной резки рулонной листовой стали в автомобильной промышленности при ее потребности в массовом количестве листовых заготовок позволяет экономить десятки тысяч тонн металла.
Формула изобретения
механические сдвоенные поворотные ножницы с транспортом изменяемой конфигурации при передвижении или развороте ножниц, состоящим из входного, выводного и промежуточного транспортеров, последний из которых включает не менее двух стационарных привозных роликов, соответствующих щирине транспорта и параллельно установленных в середине промежутка между ножницами, отличающаяся тем, что, с целью повыщения надежности, промежуточный транспортер выполнен секционным, роликовые секции которого выполнены меньщими по длине ширины транспорта, установлены рядами параллельно и сбоку от стационарных приводных роликов и снабжены приводом вертикального перемещения поочередно рядами, при этом каждая роликовая секция содержит взаимодействующие между собой ведомый и приводной ролики, установленные на разной высоте со смещением в горизонтальной плоскости, ведомый
ролик секции, смежный со стационарным приводным роликом, размещен с возможностью взаимодействия с ним, а приводной ролик каждой роликовой секции размещен с возможностью взаимодействия с ведомым роликом смежной секции.
Источники информации, принятые во внимание при экспертизе
Schuler (ФРГ) 1969 (прототип).
//7/
Фиг. 2.
0
.
W
/3
11
11
Фиг.З
ФигЛ
