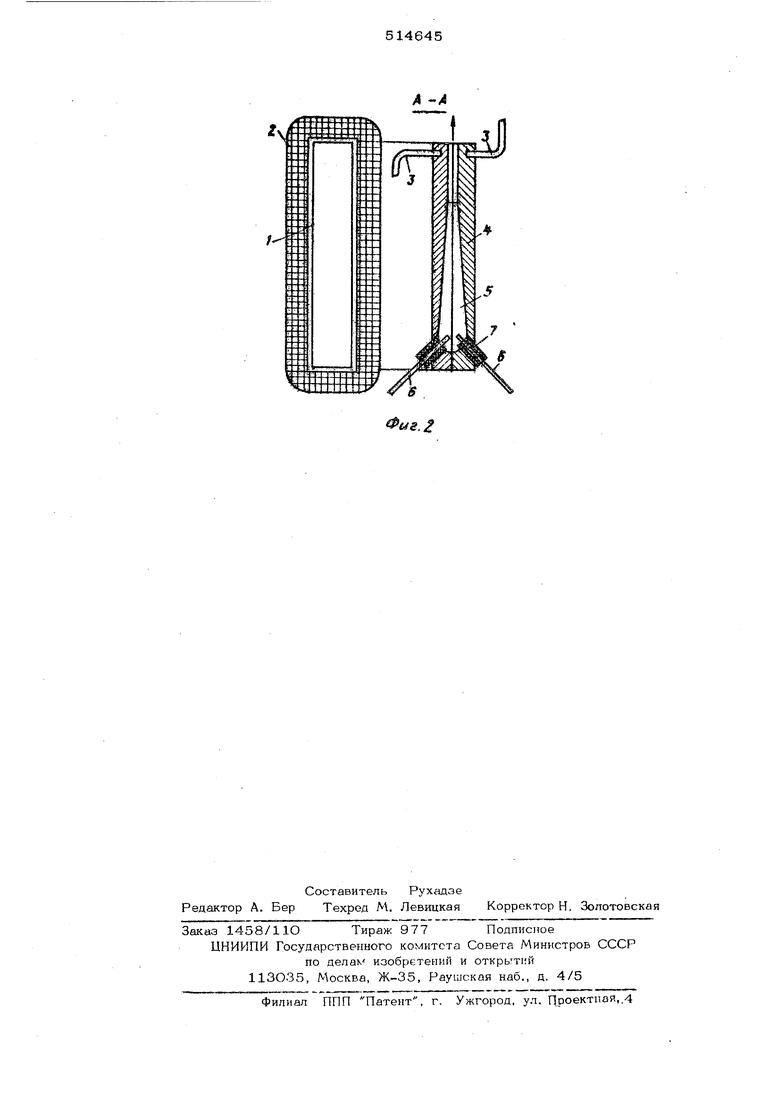
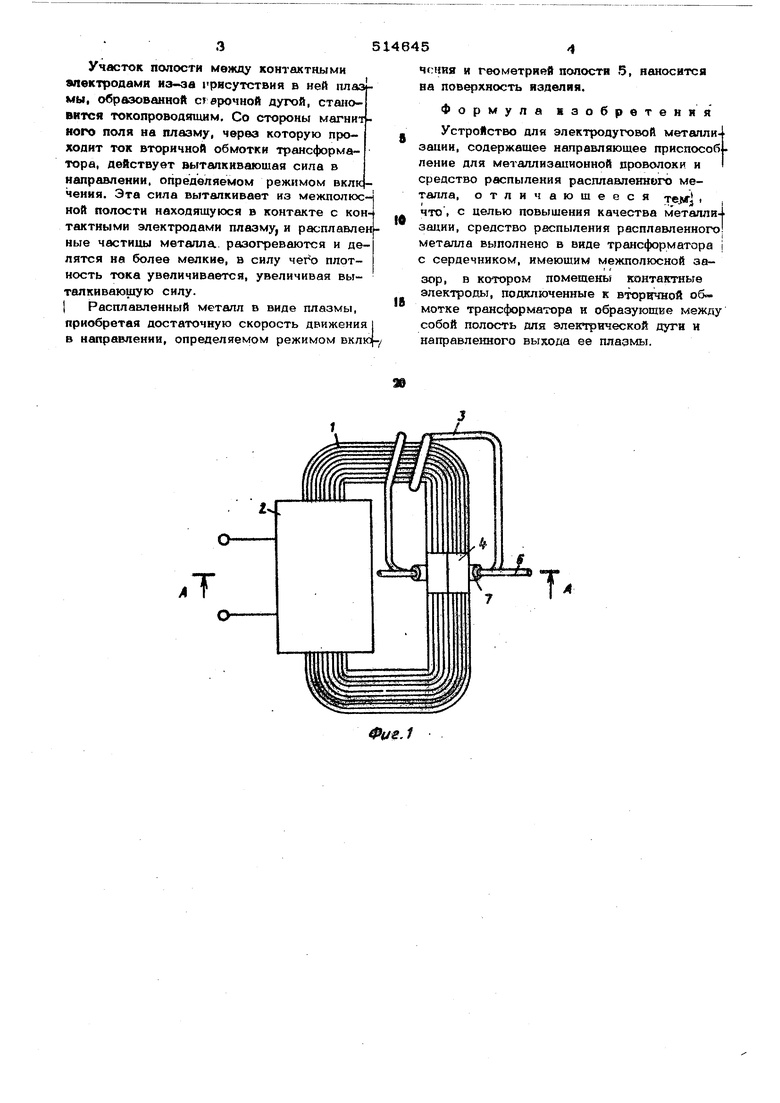
(54) УСТРЧЭЙСТ I Изобретение относится к устройствам для покрытия поверхностей металлом мето-; дом напыления в расплавленном состоянии от действия электрической дуги.| Известно устройство для электродуговой металлизации, содержащее направляющее приспособление для металлизационной провоЬ поки и средство распыления расплавленного; металла. Однако в таких устройствах частицы расплавленного металла подвергаются интенсивнвКУ окисленю поа действием газа или пара, которыми распыляется металл. Целью изобретения ярляется улучшениекачества металлизации. Это достигается тем, что средство pac-j пыления расплавленного металла выполнено в виде трансформатора с сердечником, име ющим мвжлюлюсной зазор, в котором помещены контактные электроды, подключенные к вторичной обмотке трасформатора и обра-i огг„-,1Г1,.л ,r,-,r г,гтп T,Y,I I зующие между собой полость для электрической дуги и направленного выхода ее плазмы. МЕ ДЛЯ ЭЛЕКТРОДУГОВОЙ ЛЛИЗАЦИИ 2 На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, сечение по . Устройство содержит трасформатор 1, первичную 2 и вторичную 3 обмотки транс4 форматора, контактные электроды 4, к которым оодредена вторичная обмотка 3 трасформатора, полость 5 ( см, фнг. 2) между контактными электроад ш-. металли -зационную проволоку 6, которая заправляется в каналы 7. Устройство работает следующим образом. Металлизационнач проволока 6,-1подклк ченная к сварочному трансформатору, замыкаясь концами,образует сварочную дугу и плавится, переходя в состояние расплавч ленных метаала и частично в состояние токопроводяшей плазмы. При подключении к первичной обмотке 3 трансформатора 1 напряжения в его сердечнике возбуждается магнитный потоку который, концбнтрируясь, пересекает контакт ные электроды 4 и полость 5, образованную ими.
Участок полости между контактными алектродами из-за присутствия в ней , образованной сгврочной дугой, становится токопроводящим. Со стороны MarHHijяого поля на плазму, через которую проходнт ток вторичной обмотки трансформатора, действует выталкивающая сила в направлении, определяемом режимом вкл фчения. Эта сила выталкивает из межполюсной полости находящуюся в контакте с контактными электродами плазму, и расплавлен ные частицы металла, разогреваются и делятся на более мелкие, в силу чего плотность тока увеличивается, увеличивая выталкивающую силу.
j Расплавленный металл в виде плазмы, приобретая достаточную скорость движения i в направлении, определяемом режимом вклю|-/
Чечня и геометрией полости 5, наносится на поверхность изделия.
Формула кзобретения
Устройство для электродуговой метешлизаиии, содержащее направляющее приспособление для металлизаинонной проволоки и средство распыления расплаш1ешп го металла, отличающееся Tejurl что, с целью повышения качества метаплязации, средство распыления расплавленного металла выполнено в виде трансформатора j с сердечником, имеющим межполюсной зазор, в котором помещены контактные электроды, подключенные к вторвчной об мотке трансформатора к образующие между собой полость для электрической дуги и направленного вызюда ее плазмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговой металлизатор | 1978 |
|
SU753481A1 |
| Устройство для электродуговой металлизации | 1988 |
|
SU1609500A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Распылительная головка устройства для электродуговой металлизации | 1981 |
|
SU952359A1 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНОГО ПОКРЫТИЯ ПРИ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2016 |
|
RU2641427C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2118241C1 |
| Устройство для электродуговой металлизации | 1980 |
|
SU863005A1 |