;54) УСТРОЙСТВО ДЛЯ СВАРКИ АРМЛТУРНРмХ СЕТОК
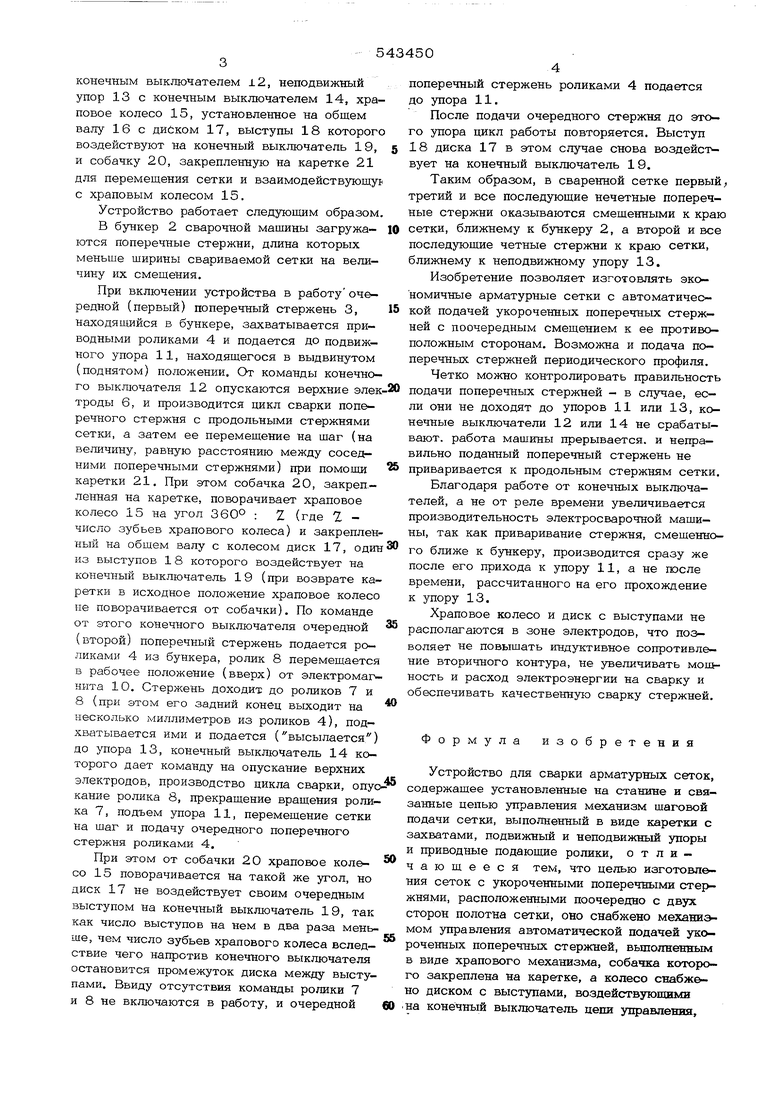
конечным выключателем l2, неподвижный упор 13 с конечным выключателем 14, храповое колесо 15, установленное на обшем валу 16 с диском 17, выступы 18 которого воздействуют на конечный выключатель 19, и собачку 20, закрепленную на каретке 21 для перемещения сетки и взаимодействующую с храповым колесом 15.
Устройство работает следующим образом.
В бункер 2 сварочной машины загружаются поперечные стержни, длина которых меньше ширины свариваемой сетки на величину их смещения.
При включении устройства в работу очередной (первый) поперечный стержень 3, находящийся в бункере, захватывается приводными роликами 4 и подается до подвижного упора 11, находящегося в выдвинутом (поднятом) положении. От команды конечного выключателя 12 опускаются верхние элек троды 6, и производится дикл сварки поперечного стержня с продольными стержнями сетки, а затем ее перемещение на щаг (на величину, равную расстоянию между соседними поперечными стержнями) при помощи каретки 21. При этом собачка 20, закрепленная на каретке, поворачивает храповое колесо 15 на угол 360° : 2 (где 7 число зубьев храпового колеса) и закреплен ный на общем валу с колесом диск 17, о дин из выступов 18 которого воздействует на конечный выключатель 19 (при возврате каретки в исходное положение храповое колесо не поворачивается от собачки). По команде от этого конечного выключателя очередной (второй) поперечный стержень подается роликами 4 из бункера, ролик 8 перемещается в рабочее положение (вверх) от электромагнита 1О. Стержень доходит до роликов 7 и 8 (при этом его задний конец выходит на несколько миллиметров из роликов 4), подхватывается ими и подается (высылается) до упора 13, конечный выключатель 14 которого дает команду на опускание верхних электродов, производство цикла сварки, кание ролика 8, прекращение вращения ролика 7, подъем упора 11, перемещение сетки на шаг и подачу очередного поперечного стержня роликами 4. При этом от собачки 20 храповое колесо 15 поворачивается на такой же угол, но диск 17 не воздействует своим очередным выступом на конечный выключатель 19, так как число выступов на нем в два раза мень ше, чем число зубьев храпового колеса вследствие чего напротив конечного выключателя остановится промежуток диска между выступами. Ввиду отсутствия команды ролики 7 и 8 не включаются в работу, и очередной
поперечный стержень роликами 4 подается до упора 11.
После подачи очередного стержня до этого упора цикл работы повторяется. Выступ 18 диска 17 в этом случае снова воздействует на конечный выключатель 19.
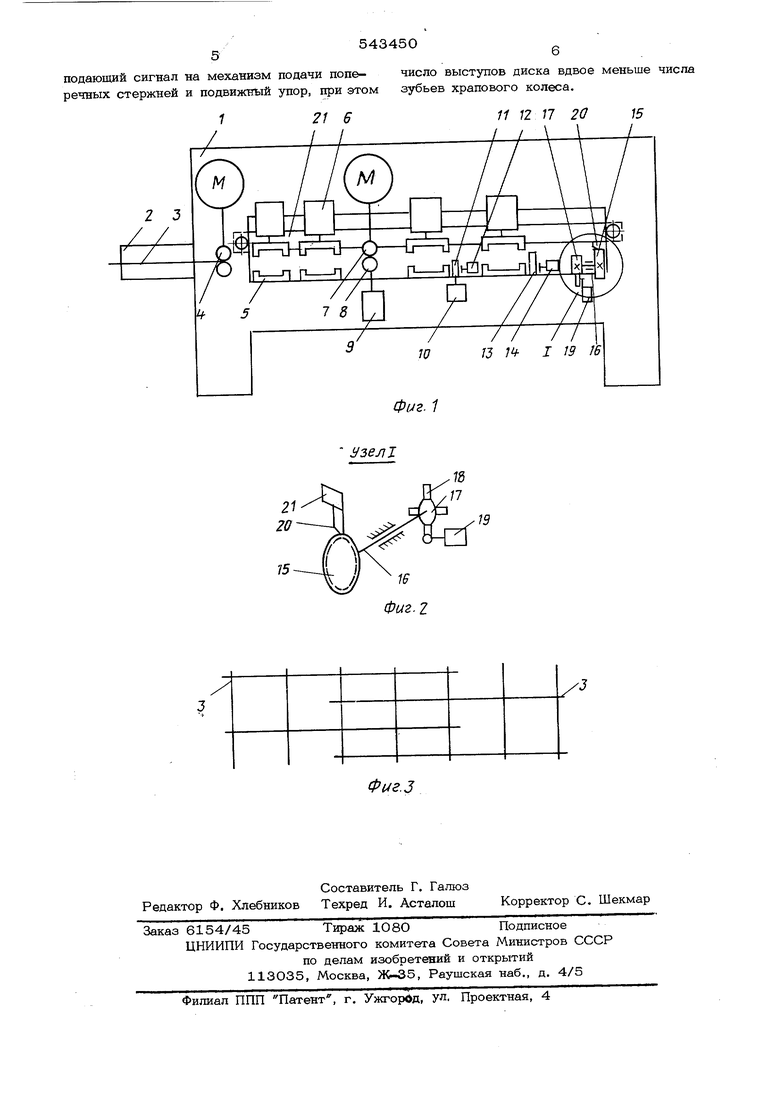
Таким образом, в сваренной сетке первый третий и все последующие нечетные поперечные стержни оказываются смещенными к краю сетки, ближнему к бункеру 2, а второй и все последующие четные стержни к краю сетки, ближнему к неподвижному упору 13.
Изобретение позволяет изготовлять экономичные арматурные сетки с автоматичес- кой подачей укороченных поперечных стержней с поочередным смещением к ее противоположным сторонам. Возможна и подача поперечных стержней периодического профиля. Четко можно контролировать правильность подачи поперечных стержней - в случае, если они не доходят до упоров 11 или 13, конечные выключатели 12 или 14 не срабатывают, работа машины прерывается, и неправильно поданный поперечный стержень не приваривается к продольным стержням сетки. Благодаря работе от конечных выключателей, а не от реле времени увеличивается производительность электросварочной машины, так как приваривание стержня, смещенноpQ ближе к бункеру, производится сразу же после его прихода к упору 11, а не гюсле времени, рассчитанного на его прохождение к упору 13. Храповое колесо и диск с выступами не располагаются в зоне электродов, что позволяет не повышать индуктивное сопротивление вторичного контура, не увеличивать мощность и расход электроэнергии на сварку и обеспечивать качественную сварку стержней. Формула изобретения Устройство для сварки арматурных сеток, содержащее установленные на станине и связанные цепью управления механизм шаговой подачи сетки, выполненный в виде каретки с захватами, подвижный и неподвижный упоры и приводные подающие ролики, отличающееся тем, что целью изготовления сеток с укороченными поперечными стер жнями, расположенными поочередно с двух сторон полотна сетки, оно снабжено механизмом управления автоматической подачей укороченных поперечных стержней, вьшолнеиным в виде храпового механизма, собачка которого закреплена на каретке, а колесо снабжено диском с выступами, воздействующими на конечный выключатель цепи управления.
,,543450
56
подающий сигнал на механизм подачи попе- число выступов диска вдвое меньше числа речных стержней и подвижный упор, при этом зубьев храпового колеса. / / J3 / I I 19 16
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU515558A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
15
Фиг. 1
зелТ
.З
