1
Изобретение применяется при осуществлении ремонтных работ.
Известен индуктор для восстановления посадочных поверхностей деталей местным нагревом, содержащий смонтированную на основании регулируемую опору для размепдения на ней восстанавливаемой детали, а также одновитковую катушку ТВЧ с клеммами и штуцерами.
Однако известный индуктор не обеспечивает равномерного нагрева всей восстанавливаемой поверхности детали с односторонним износом.
С целью повышения качества восстановления посадочных поверхностей деталей с односторонним износом в Предлагаемом индукторе одновитковая катушка снабжена выступом, закрепленным в плоскости катушки на одном ее конце и с зазором между концом выступа и другим концом катушки.
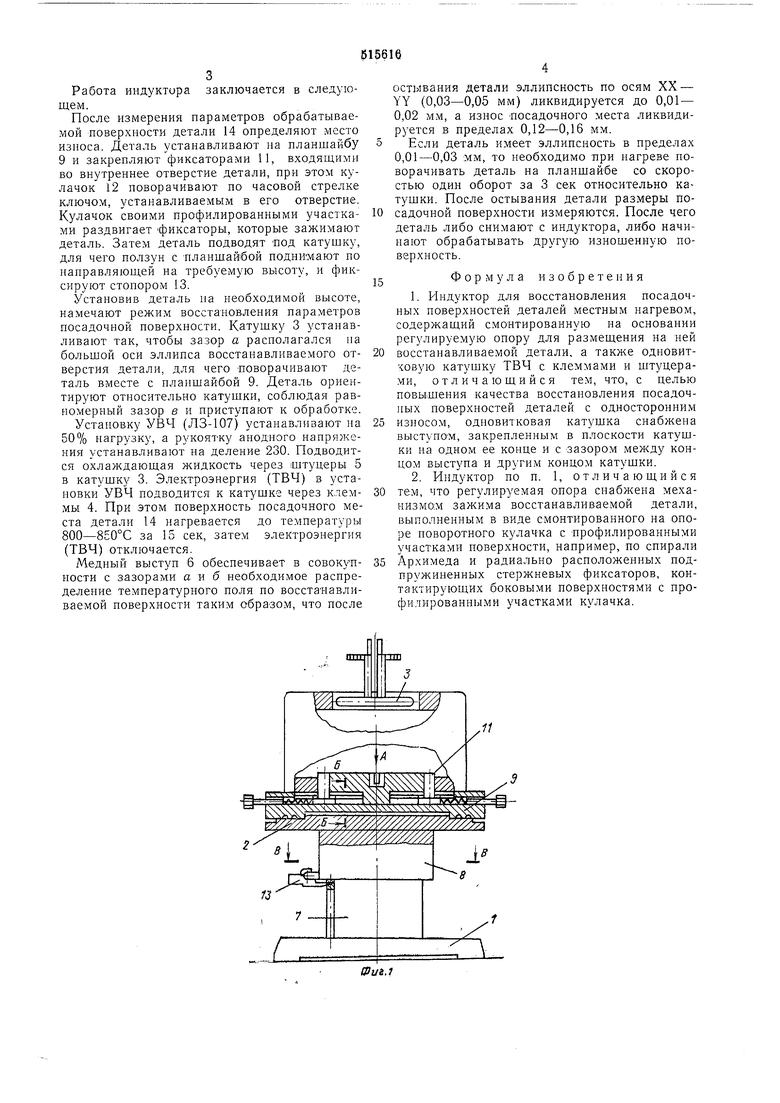
При этом регулируемая опора снабжена механизмом зажима восстанавливаемой детали, выполненным в виде смонтированного на опоре поворотного кулачка с профилированными участками поверхности, например, по спирали Архимеда и радиально расположенных подпружиненных стержневых фиксаторов, контактирующих боковыми,, поверхностями с профилированными участками кулачка. На фиг. 1 показан индуктор, общий вид; на
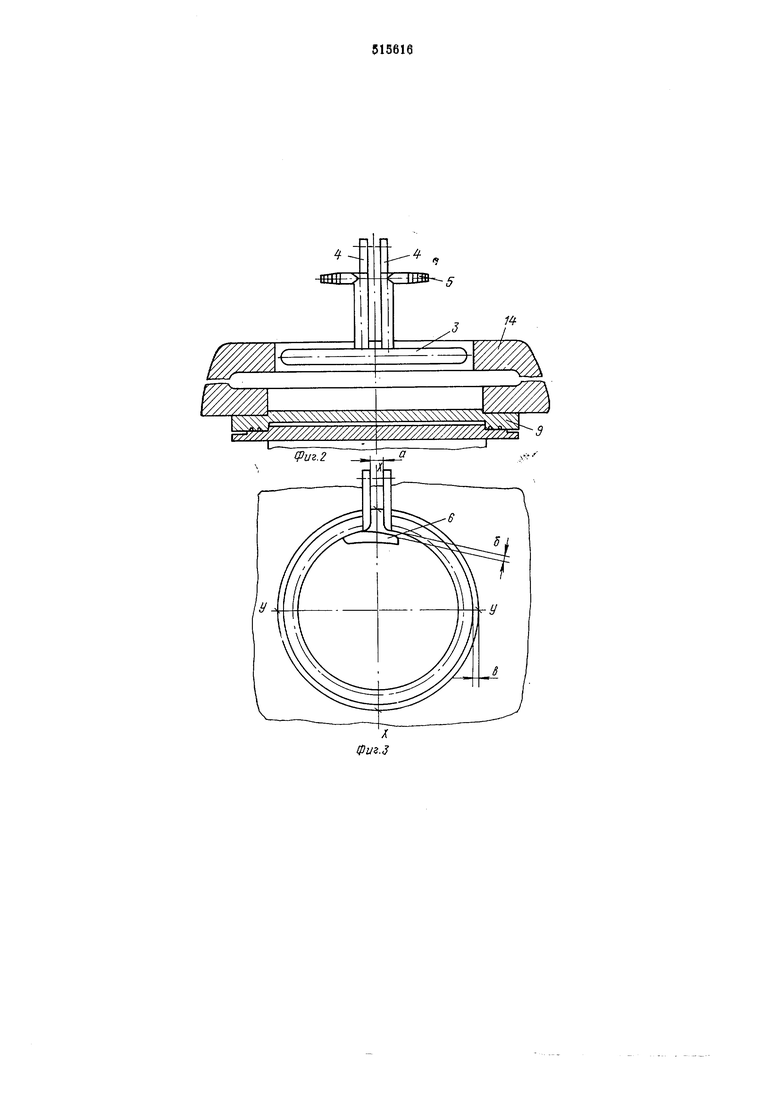
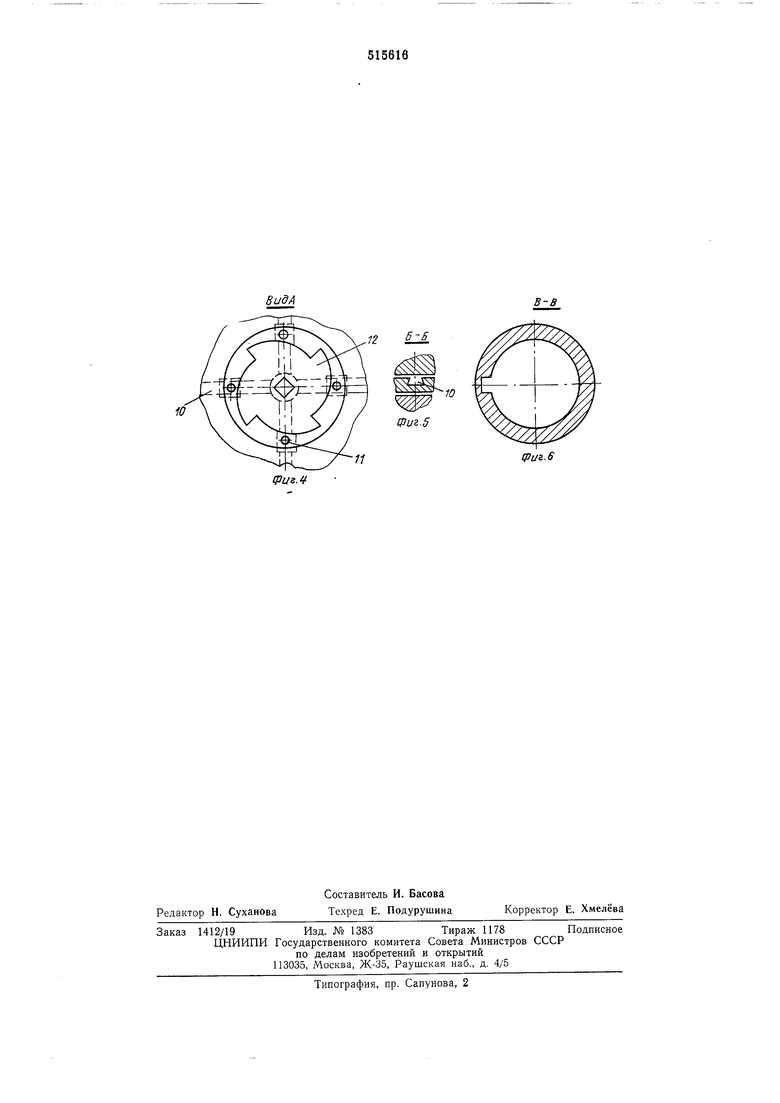
фиг. 2 - одновитковая катушка ТВЧ в обрабатываемой детали; на фиг. 3 - то же, вид в плане; на фиг. 4 - вид по стрелке А на фиг. 1; на фиг. 5 - сечение по Б-Б на
фиг. 1; на фиг. 6 - сечение по В-В на фиг. 1.
Индуктор содержит смонтированную на основании 1 регулируемую по высоте опору 2 и одновитковую катушку 3 из медной трубки
с клеммами 4 для соединения с установкой УВЧ (ЛЗ-107) и штуцерами 5 для подсоединения к системе охлаждения. При этом на одном конце витка катушки приварен выступ 6 из меди, перекрывающий зазор а и образующий зазор б со вторым концом витка катушки.
Регулируемая опора выполнена в виде установленного на направляющей 7 ползуна 8, на плите которого установлена планшайба
9 с радиальными пазами 10, в которых размещены подпружиненные стержневые фиксаторы 11, контактирующие боковыми поверхностями с профилированными, например, по спирали Архимеда участками кулачка 12.
Кулачок 12 с отверстием под ключ (не показан) установлен на оси планшайбы с возможностью относительного вращения. Стопор 13 смонтирован на направляющей для фиксирования ползуна,
Работа индуктора заключается в следующем.
После измерения параметров обрабатываемой поверхности детали 14 определяют место износа. Деталь устанавливают на планшайбу 9 н закрепляют фиксаторами 11, входящими во внутреннее отверстие детали, при этом кулачок 12 поворачивают по часовой стрелке ключом, устанавливаемым в его отверстие. Кулачок своими профилированными участками раздвигает фиксаторы, которые зажимают деталь. Затем деталь подводят под катущку, для чего ползун с планшайбой поднимают по направляющей на требуемую высоту, и фиксируют стопором 13.
Установив деталь на необходимой высоте, намечают режим восстановления параметров посадочной поверхности. Катушку 3 устанавливают так, чтобы зазор а располагался на большой оси эллипса восстанавливаемого отверстия детали, для чего поворачивают деталь вместе с нланшайбой 9. Деталь ориентируют относительно катушки, соблюдая равномерный зазор в и приступают к обработке.
Установку УВЧ (ЛЗ-107) устанавливают на 50% нагрузку, а рукоятку анодного напряжения устанавливают на деление 230. Подводится охлаждающая жидкость через щтуцеры 5 в катущку 3. Электроэнергия (ТВЧ) в установки УВЧ подводится к катушке через клеммы 4. При этом поверхность посадочного места детали 14 нагревается до температуры 800-8ЕО°С за 15 сек, затем электроэнергия (ТВЧ) отключается.
Медный выступ 6 обеспечивает в совоку-пности с зазорами а и б необходимое распределение температурного поля по восстанавливаемой поверхности таким образом, что после
остывания детали эллипсность по осям XX - YY (0,03-0,05 мм) ликвидируется до 0,01 - 0,02 мм, а износ -посадочного места ликвидируется в пределах 0,12-0,16 мм.
Если деталь имеет эллипсность в пределах 0,01-0,03 мм, то необходимо при нагреве поворачивать деталь на планщайбе со скоростью один оборот за 3 сек относительно катушки. После остывания детали размеры посадочной поверхности измеряются. После чего деталь либо снимают с индуктора, либо начинают обрабатывать другую изнощенную поверхность.
Формула изобретения
1.Индуктор для восстановления посадочных поверхностей деталей местным нагревом, содержащий смонтированную на основании регулируемую опору для размещения на ней восстанавливаемой детали, а также одновитковую катушку ТВЧ с клеммами и штуцерами, отличающийся тем, что, с целью повышения качества восстановления посадочных поверхностей деталей с односторонним износом, одновитковая катушка снабжена выступоМ, закрепленным в плоскости катушки на одном ее конце и с зазором между концом выступа и другим концом катушки.
2.Индуктор по п. 1, отличающийся тем, что регулируемая опора снабжена механизмо:м зажима восстанавливаемой детали, выполненным в виде смонтированного на опоре новоротного кулачка с нрофилированными участками поверхности, например, по спирали Архимеда и радиально расположенных подпружиненных стержневых фиксаторов, контактирующих боковыми поверхностями с профилированными участками кулачка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛКИ ПЛУНЖЕРНОЙ ПАРЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ ДИЗЕЛЕЙ | 1998 |
|
RU2129941C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ГИЛЬЗ | 1991 |
|
RU2025247C1 |
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| Прессформа для нанесения покрытия на детали литьем под давлением | 1983 |
|
SU1147582A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙЧАСТОТЫ | 1972 |
|
SU422775A1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
А- УуУ/У
fuz.Z
ВидА
В-8
12 l
Фиг. 5
Риг. 6
