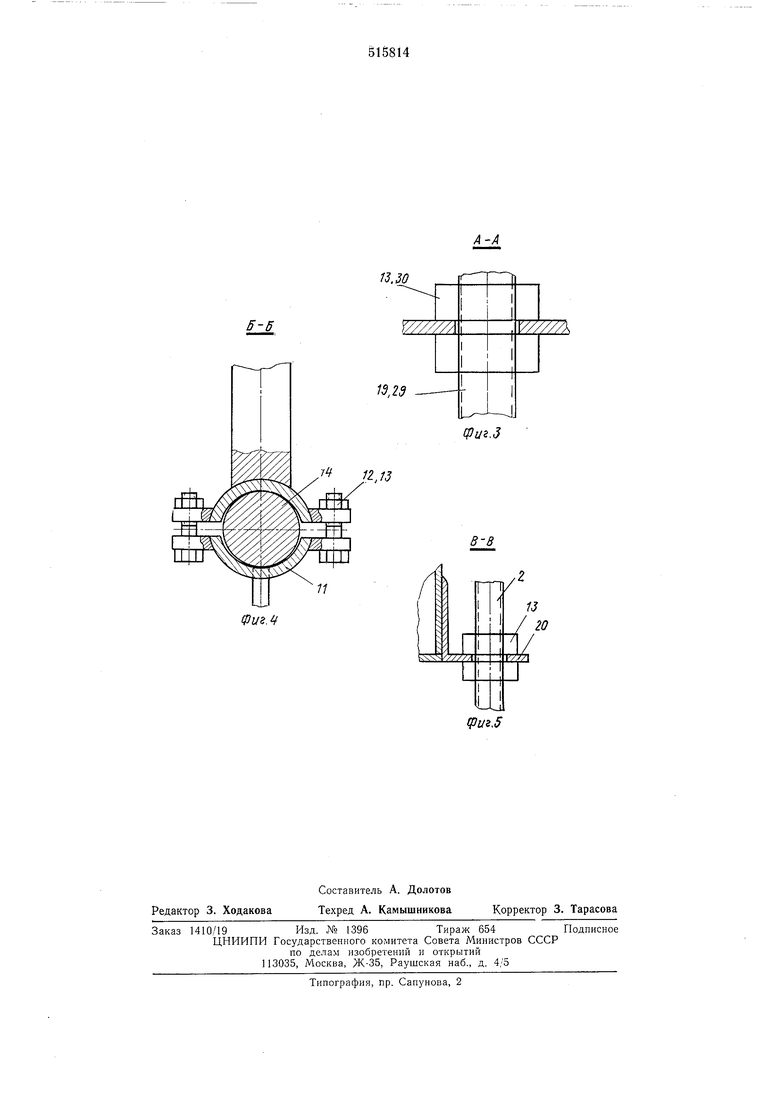
четырех уголков 20, приваренных к наружной стороне кольцевой плиты.
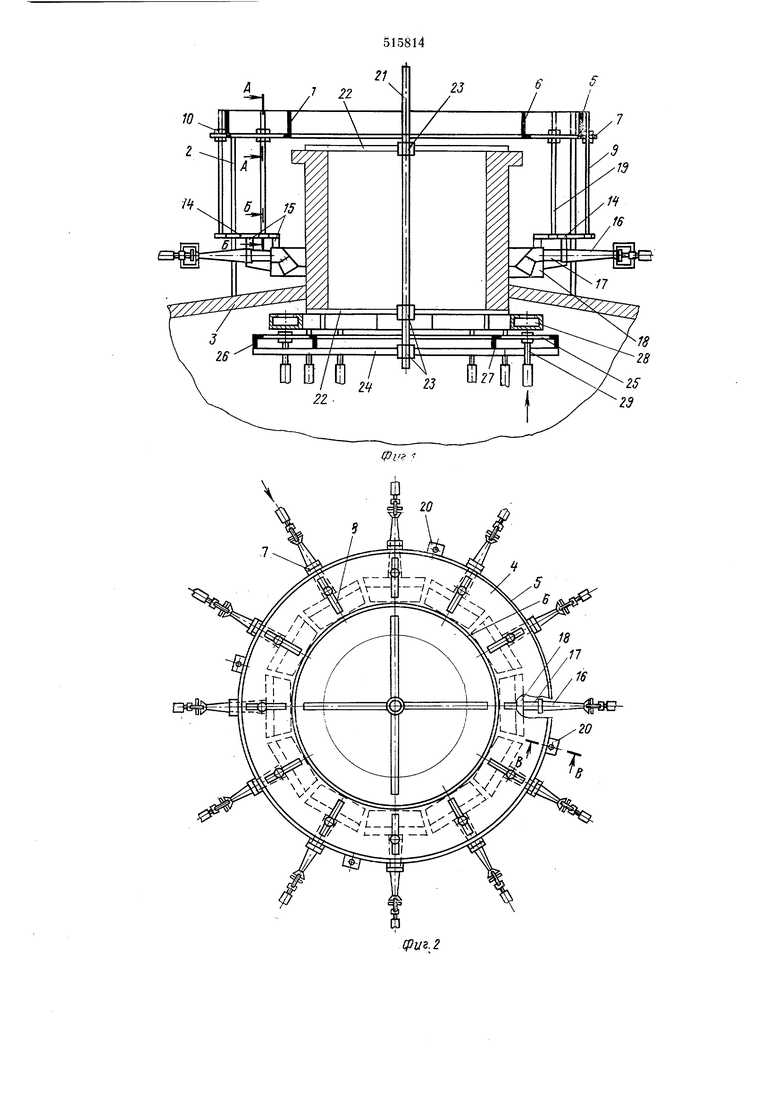
Установка содержит также вертикальную стойку 21, которая размещается внутри штуцера по его оси и закрепляется на штуцере крестовиками 22 и зажимными устройствами 23.
Внутри аппарата вертикальная стойка заканчивается четырьмя поддерживаюш,ими лапами 24, па которые устанавливается нижняя кольцевая плита 25, представляющая собой плоское кольцо с приваренной для жесткости по наружному периметру обечайкой 26 и по внутреннему периметру - обечайкой 27. В нижней кольцевой плите прорезаны радиальные пазы, в которых установлены нагреватели 28 нижнего ряда с патрубками 29, имеющими по наружному диаметру резьбу и гайки 30 для фиксирования нагревательного элемента в соответствии с конфигурацией термообрабатываемого щва. Нагреватели представляют собой коробку, боковые стенки которой изогнуты в соответствии с диаметром термообрабатываемого щва, а верхняя стенка имеет отверстия для выхода газовоздущной смеси. Торцовые стенки нагревательного элемента выполнены с радиальным скосом так, что в сомкнутом состоянии нагревательные элементы представляют собой кольцо заданной ширины.
Работает устройство следующим образом.
Кольцевой стол 1 устанавливают на стойках 2 на аппарат 3 таким образом, что нагреватели равномерно охватывают по периметру зону сварного шва. Гайками 10 и 13 нагреватели закрепляют в рабочем положении. По щлангу в каждую эжекционную горелку подают газ, который смещивается с воздухом
внутри горелки, проходит через патрубок 17 и воспламеняется на выходе из направляющего сопла 18. Контроль температуры нагрева сварного шва осуществляют посредством термопар, привареппых к внутренней поверхности штуцера в зоне сварного шва. После окончания процесса термообработки подачу газа прекращают.
При толщипе стенки щтуцера до 100 мм используют нагреватели наружного нагрева. При необходимости использования горелок внутреннего нагрева опорную стойку 21 вводят в аппарат и жестко закрепляют на штуцере при помощи крестовиков 22 зажимными устройствами 23. На лапы 24 устанавливают нижнюю кольцевую плиту 25 таким образом, что нагреватели равномерно охватывают по периметру зону сварного шва.
Гайками 30 нагреватели фиксируют в рабочем положении. По шлангу через патрубок 29 в каждый нагреватель подают газовоздушную смесь.
После окончания процесса термообработки подачу газовоздушной смеси прекращают.
Формула изобретения
Установка для термообработки кольцевых сварных соединений, содержащая автономные газогорелочные нагреватели и опорное устройство, отличающаяся тем, что, с целью улучшения термообработки сварного щва искривленного профиля, опорное устройство выполнено в виде стола кольцевой формы с радиальными пазами, а. нагреватели снабжены индивидуальными подвесками, установленными в пазах стола с возможпостью перемещения их относительно друг друга в горизонтальной и вертикальной плоскостях.
I . Jь J
12 J3
11
Фи.Ч
19,23
Фиг.З
8-8
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| Способ термической обработки сварных соединений | 1987 |
|
SU1439134A1 |
| Установка для нагрева сварных соединений | 1974 |
|
SU520410A1 |
| Установка для термообработки сварных швов полых изделий | 1975 |
|
SU555152A1 |
| Установка для термообработки сварных швов полых изделий | 1977 |
|
SU737483A1 |
| Устройство для местной термической обработки | 1976 |
|
SU567761A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| Установка для термообработки кольцевыхСВАРНыХ шВОВ пОлыХ издЕлий | 1979 |
|
SU821513A1 |