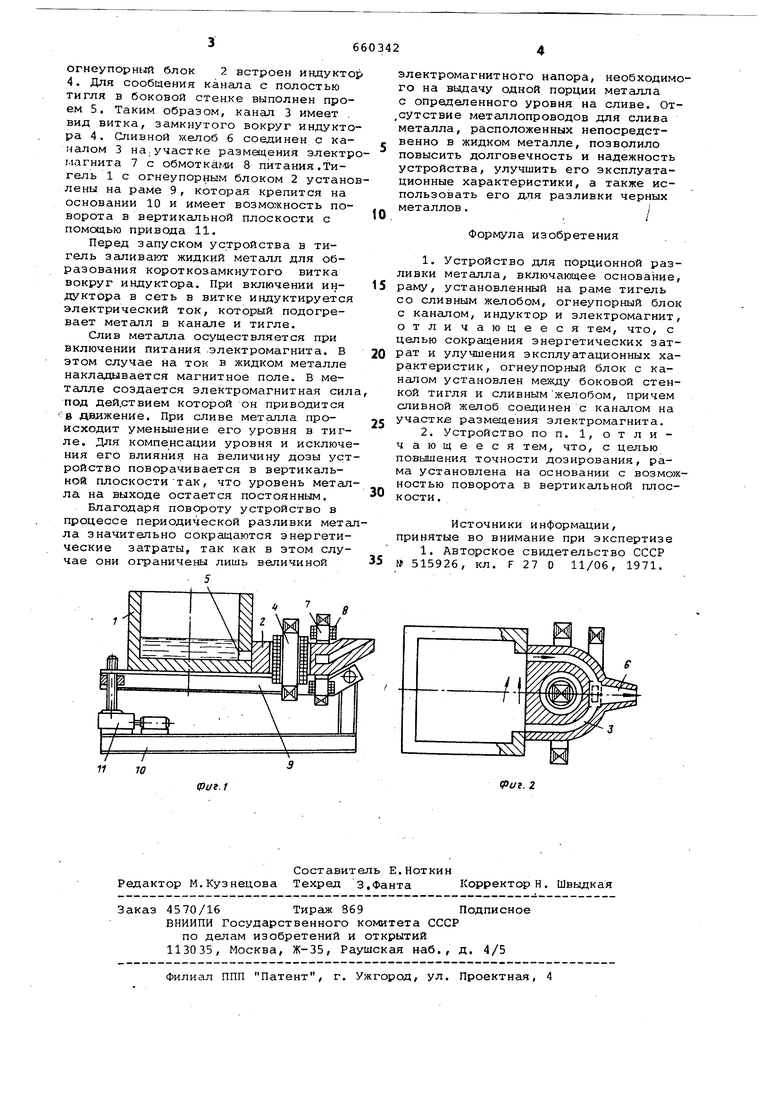
Изобретение относится к устройства для периодической разливки металла, созданным на базе индукционных канал ных печей. Известна индукционная печь, которая предназначена в основном для раз ливки металла. Печь состоит из paNtj, тигля, огнеупорного блока с каналом, индуктора и электромагнита. Разливка металла осуществляется с помощью электромагнитных сил flT Недостатком данной печи является то, что при разливке черных метгшлов существенно возрастают энергетически затраты. Последнее обусловлено необходимостью применения огнеупорных стенок, размеры которых увеличивают немагнитные зазоры, что приводит к дополнительным затратам энергии на разливку металла. Кроме того, эти затраты зависят и от уровня металла в тигле, с уменьшением которого необходимо увеличивать напряжение питания печи. К недостатку печи следует отнести также то, что разливка ведется по металлопроводу, который расположен в тигленепосредственно в жидком металле. Высокая температура и наличие шламов приводят к разрушению огнеупора металлопровода, что снижает долговечность и наде хность печи, ухудшает ее эксплуатационные характеристики. Недостатком практического применения данной печи является также то, что величина дозы зависит от уровня металла в тигле. Целью изобретения является сокращение энергетических затрат и улучшение эксплуатационных характеристик устройства. Поставленная цель достигается тем, что огнеупорный блок с каналом установлен между боковой стенкой тигля и сливным желобом, причем сливной желоб соединен с каналом на участке размещения электромагнита. Кроме того, рама установлена на основании с возможностью поворота в вертикальной плоскости. Это позволяет производить регулировку металла с постоянного уровня, что значительно повышает точность дозирования. На фиг.1 представлено предлагаемое устройство для порционной разливки металла, вид сбоку; на фиг. 2 - то , же, вид сверху. Устройствосодержит тигель 1, к боковой стенке которого прикреплен огнеупорный блок с каналом 3. В
огнеупорньлй блок 2 встроен индуктор 4. Для сообщения канала с полостью тигля в боковой стен.ке выполнен проем 5. Таким образом, канал 3 имеет . вид витка, замкнутого вокруг индуктора 4. Сливной желоб 6 соединен с каналом 3 на.участке размещения электро1.1агнита 7 с обмотками 8 питания,Тигель 1 с огнеупорным блоком 2 установлены на раме 9, которая крепится на основании 10 и имеет возможность поворота в вертикальной плоскости с помощью привода 11.
Перед запуском устройства в тигель заливают жидкий металл для образования короткоэамкнутого витка вокруг индуктора. При включении индуктора в сеть в витке индуктируется электрический ток, который подогревает металл в кангше и тигле.
Слив металла осуществляется при включении питания .электромагнита. В этом случае на ток в жидком металле накладывается магнитное поле. В металле создается электромагнитная сила под дей.ствием которой он приводится в движение. При сливе металла происходит уменьшение его уровня в тигле. Для компенсации уровня и исключения его влияния на величину дозы устройство поворачивается в вертикальной плоскости-так, что уровень металла на выходе остается постоянным.
Благодаря повороту устройство в процессе периодической разливки металла значительно сокращаются энергетические затраты, так как в этом случае они ограничены лишь величиной
5
электромагнитного напора, необходимого на выдачу одной порции металла с определенного уровня на сливе. От,сутствие металлопроводов для слива металла, расположенных непосредственно в жидком металле, позволило повысить долговечность и надежность устройства, улучшить его эксплуатационные характеристики, а также использовать его для разливки черных металлов.i
Формула изобретения
1.Устройство для порционной разливки металла, включающее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блок с каналом, индуктор и электромагнит, отличающеесятем, что, с целью сокращения энергетических затрат и улучшения эксплуатационных характеристик, огнеупорный блок с каналом установлен между боковой стенкой тигля и сливнымжелобом, причем сливной желоб соединен с каналом на участке размещения электромагнита.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения точности дозирования, рама установлена на основании с возможностью поворота в вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 515926, кл. F 27 D 11/06, 1971.
11
1риг.1
(риг. 2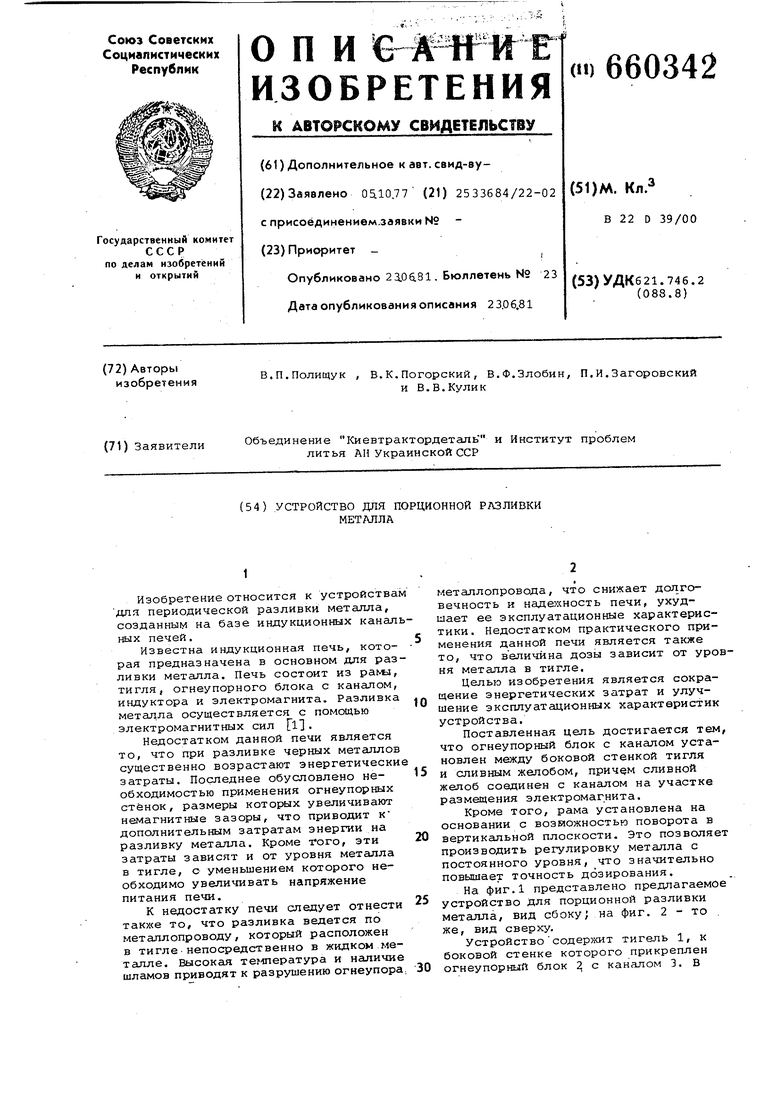
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для заливки форм | 1981 |
|
SU954435A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Устройство для разливки металла | 1979 |
|
SU942323A1 |
