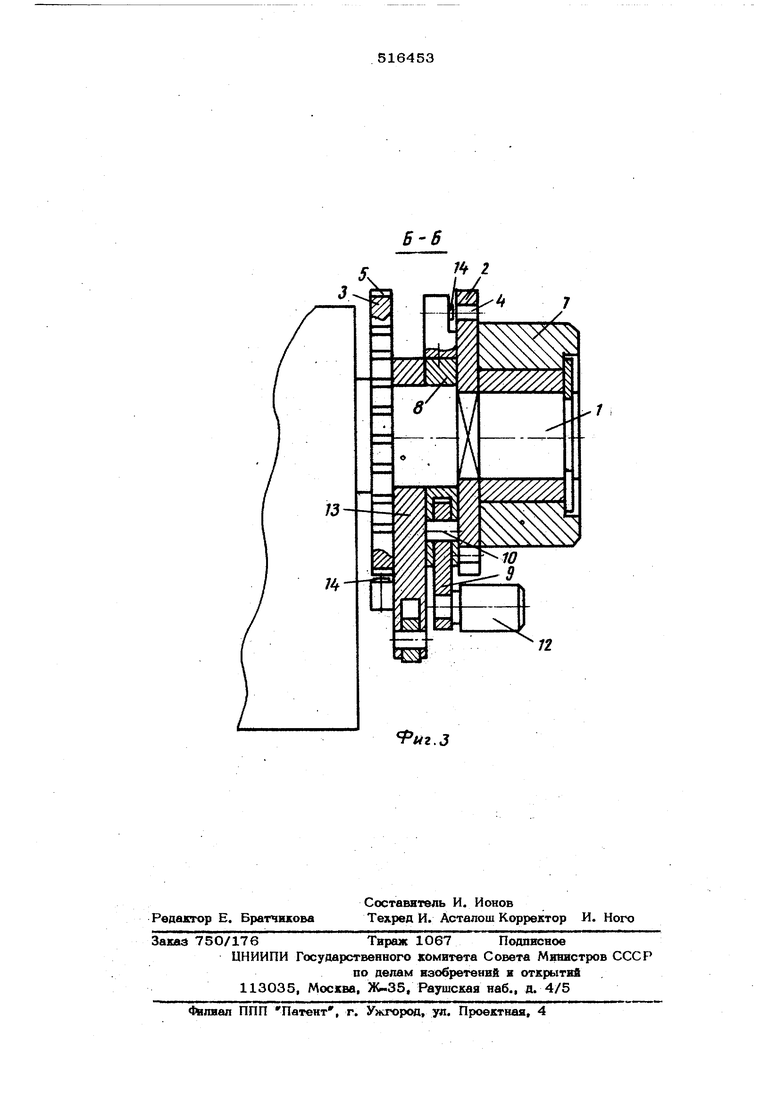
барабане 1 - сменная оправка 7, соответствующая определенному внутреннему диаметру навиваемой спирали, механизм для загиба концов полосы, выполненный в виде двух рычагов 8 и 9, сочлэненных между собой шарниром 10, причем на рычаге 8 установлен выдвижной упор 11, а на рычаге 9 - обкатный ролик 12 и тяга 13с выдвиж ным упором 14. Станок снабжен механизмо подгибки заднего конца полосы в виде П-образной рамки, образованной изогнутыми сме ными боковинами 15 и роликом 16 и поворот ной относительно оси 17, концы которой под вижно связаны с тягой 13 посредством сменных промежуточных рычагов 18, а так же приводным рольгангом, на раме 19 которого смонтированы приводные ролики 20 опорный ролик 21 и установлены следящее устройство 22 и откидные упоры 23 и 24 Станок работает следующим образом. Полоса проката 25 с нагретыми до 1200 С на определенную длину концами подается по роликам 20 рольганга до откидного упора 23. Включается привод стан ка и выдвигается установленный на плече рычага 8 упор 11, который входит в зацепление с отверстием 4 планщайбы 2, в результате чего рычаг 9 с закрепленными на нем обкаточным роликом 12 начнет вращаться вместе с планщайбой 2 в направлении, показанном стрелкой на фиг. 1. При вращении обкатньш ролик 12 наталкивается на полосы проката 25 и начинает обкатывать ее на оправке 7. Затем выдвижной уп 11 убирается, и рычаги 8 и 9 возвращаются в исходное положение. После этого откидывается упор 23; тт полоса проката 25 по приводным роликам 20 рольганга перемещается в крайнее правое положение, затем выдвигается упор 24 и полоса проката подается влево до него При последующем реверсе привода рычаг 8 вновь сцепляется с планщайбой 2 с помощью выдвижного упора 11, и обкатный ролик 12 начинает обкатывать на оправке 7 второй конец полосы проката 25. После этого рычаг 8 отсоединяется от планщайбь: 2, убирается в исходное положекие выдвшкной упор 24, и полоса проката 25 перемещается в крайнее левое положение до тех пор, пока ее правый загнутый конец не упрется в оправку 7. Обкатанный разогретый левый конец полосы проката охлаждается водой или сжать. воздухом ( в случае, если не успел охладиться за время навивки полосы). После этого Bpai-jaioT планщайбу 2 в нап равлении, противоположном указанному стре кой, до тех пор, пока загнутый правый конец полосы 25 не окажется между оправкой 7 и подпружиненным клиновым захватом 6. При вращении приводного барабана 1 с планшайбой 2 в направлении, указанном стрелкой, изогнутый конец полосы 25 жестко защемляется между оправкой 7 и клиновым захватом 6 и полоса проката 25, опираясь на приводные ролики 20 рольганга, начинает навиваться на оправку 7 в спираль. Следящее устройство 22 в процессе навивки полосы 25 контактирует с ее нижней кромкой и размыкает электрическую выдвижного упора 14, установленного на тяге 13. Как только левый изогнутый конец полосы 25 выйдет из контакта со следшцим устройством 22, замкнется электрическая цепь выдвижного упора 14, который жестко соединит тягу 13 с вращающейся дополнительной планщайбой 3, войдя в зацепление с одним из выступающих ребер 5. Вращаясь вместе с дополнительной планщайбой 3, тяга 13 поворачивает через промежуточные рычаги 18 вокруг оси 17 П-образную рамку, при этом ролик 16 П- образной рамки в процессе навивки полосы 25 контактирует с ее загнутым концом до соприкосновения его с оправкой, после чего процесс навивки полосы проката заканчивается. Сменная оправка 7, а также сменные боковины 15 и промежуточные рычаги 18 предусмотрены для возможности навивки спиралей различного диаметра. Формула изобретения Станок для навивки полосовых заготовок в спираль, содержащий смонтированные на раме приводной барабан, планшайбу, несущую механизм зажима полосы и сменную оправку, отличающийся тем, что, с целью экономии материала путем безотходной навивки полосы, станок снабжен дополнительной планщайбой, жестко закрепленной на приводном барабане соосно с основной планшайбой; механизмом загиба концов полосы, состоящим из двух рычагов, одного установленного на приводном барабане с возможностью свободного вращения и несущего выдвижной упор, входящий в зацепление с основной планщайбой, и другого щарнирно сочлененного с первым и несущего обкато ный ролик; двуплечим рычагом, установленным с возможностью его поворота на приводном барабане, одно плечо которого контактирует через второй выдвижной упор с допэлшгтель.ной планшайбой; механизмом подгибки зад- него конца полосы, выполненным в виде по- воротной на раме П-образной рамки, образованной двумя сменными боА овинами и гкЗоч роликом, при этом лонцк u.;ie..aтически связаны со вторым пле-юм двуплечего рычага.
to
Ч if
:s
i«a
щ г
1
п
иг.З


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Устройство для навивки двухветвевых плоских спиралей из трубной заготовки | 1972 |
|
SU476924A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |