1
Изобретение относится к области обработки металлов резанием.
Известны уноры к штампам для резки сортового проката с дифференцированным зажимом его по обе стороны от плоскости реза, содержащие собственно упор, установленный на каретке, и механизмы плавной настройки упора на заданную длину и его осевого перемещения. Каретка закреплена на заданном расстоянии от плоскости реза на штангах, расположенных в стойках корпуса и взаимодействующих с ползуном пресса.
Недостатком таких упоров является невозможность резки проката на заготовки, длина которых меньше ширины ножа.
Предлагаемый упор не имеет этого недостатка и отличается от известных тем, что он снабжен механизмом настройки собственно упора по высоте, а механизм осевого перемещения собственно упора выполнен в виде копиров, прикрепленных к ползуну пресса и взаимодействующих со щтангами, несущими каретку. Штанги установлены с возможностью их возвратно-поступательного перемещения. Механизм настройки собственно упора по высоте выполнен в виде коромысла, поворачиваемого вокруг оси, закрепленной на упомянутой каретке и несущего собственно упор. Коромысло подпружинено относительно каретки и одним плечом упирается в регулировочный винт размещенный иа ней. Собственно упор выполнен в виде наконечника с выступом, входящим в отверстие ножа. Механизм плавной настройки на заданную
длину заготовки может быть выполнен в виде винта, установленного на коромысле и взаимодействующего с ползушкой, на которой закреплен собственно Зпор, и которая также смонтирована на каретке.
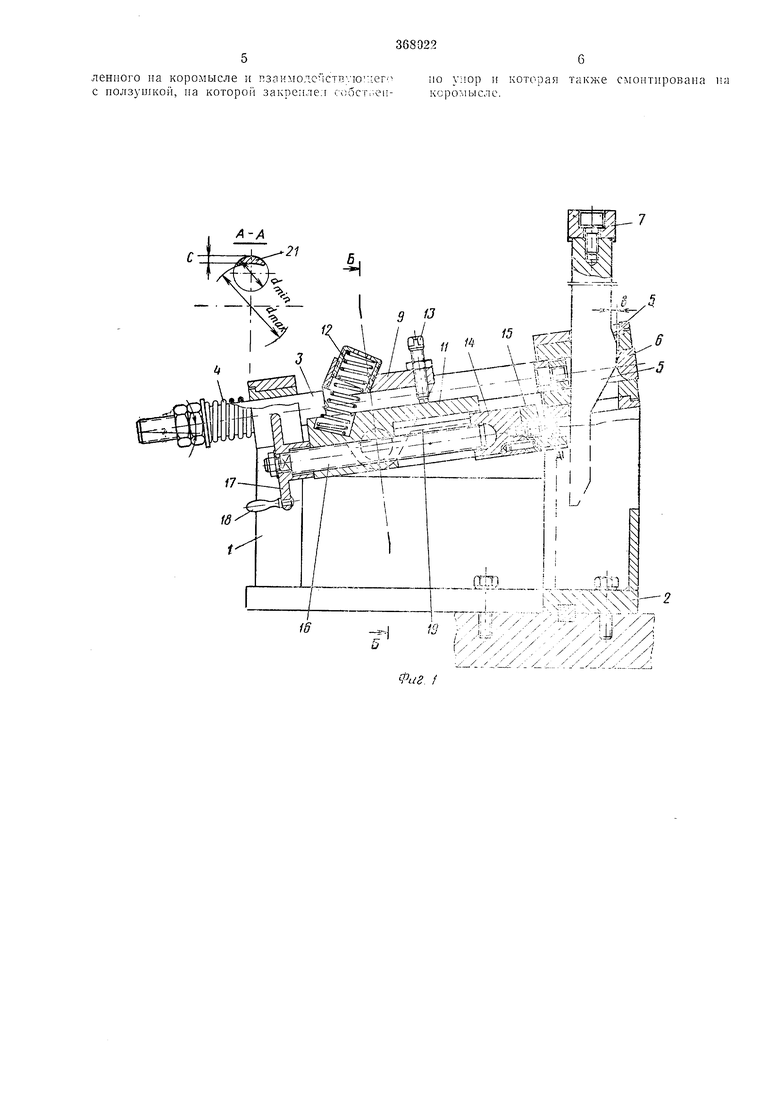
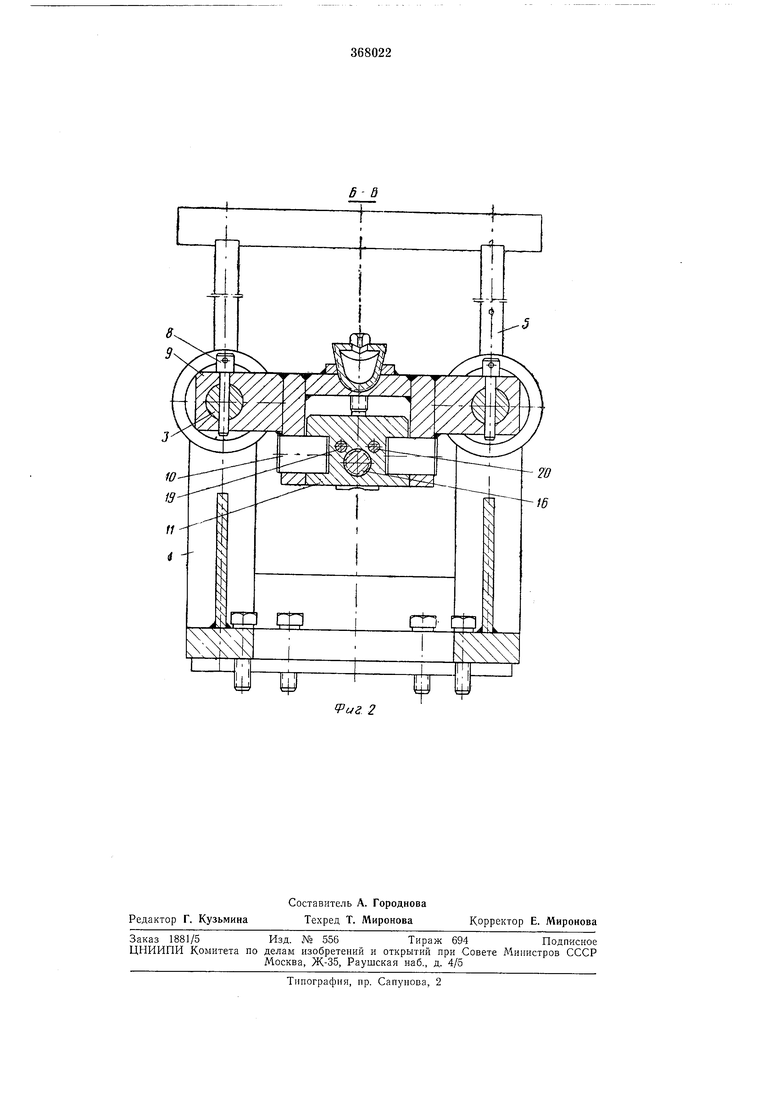
На фиг. 1 изображен описываемый упор, общий вид и разрез по А-А; на фиг. 2 - разрез по Б-Б на фиг. 1.
В стойках У корпуса 2 расположены с возможностью возвратно-поступательного перемещения штанги 3, подпружиненные пружинами 4 и взаимодействующие с копира.ми 5 посредством рамок 6. Копиры закреплены на планке 7, которая крепится к ползуну пресса (на чертеже не показан).
На штангах на заданном расстоянии от плоскости реза фиксаторами S, входящими в имеющиеся на штангах отверстия, фнксируется каретка .9. На осях 10, закрепленных на каретке, расположено коромысло //, подпружиненное относительно каретки нружиной /2 и упирающееся одним плечом в регулировоч ный винт J3. В назу каретки размещен пол зун 14, несущий собственно-упор 15 и шарнирно соединенный с концом винта /6. Последний ввинчен в резьбовое отверстие коремысла и имеет на свободном конце маховичок /7с рукояткой 18. В ползуне закреплены концы левого 19 и правого 20 указателей длины, ЯВЛЯЮШ.ИХСЯ одновременно его направляющими.
Начала шкал обоих указателей при крайнем переднем положении ползуна совмещены с задней торцовой плоскостью коромысла. На левом указателе 19 шкала начинается с минимально допустимой для данного щтампа длины отрезаемой заготовки, па нравом 20- с длины большой минимальной на величину в (см. фиг. 1); (в - это величина, на которую отводится собственно унор при резке, с целью исключения передачи па него усилий, возникающих от деформации заготовки при резке).
Собственно упор выполнен в виде наконечпика с выступом 21. Поперечное сечение выступа (см. фиг. 3) является фигурой, ограниченной двумя вогнутыми в одну сторону дугами окружностей, причем (макс и dmiH соответственно максимальной и минимальный для данного щтампа диаметры разрезаемого проката, ас - величина, соответствующая разности уровней по высоте нижнего ножа и пижпего прижима (па чертеже пе показаны) данного щтампа в исходном положении.
Упор работает следующим образом.
При верхнем положении ползуна пресса, прокат подается до выступа 21 собствепно упора 15. Торец выступа находится в этот момент на расстоянии от плоскости резания (/ - длина отрезаемой заготовки, а а- величина хода упора вдоль оси прутка, с целью выведепия наконечника упора из полости ножа для беспрепятственного удаления отрезанных заготовок при очередной подаче проката).
При движении ползуна пресса впиз собственно упор стоит на месте до тех пор, пока наклонные участки копиров 5 не коснутся рамок 5. Затем рамки вместе со щтангами, кареткой и примыкающим к собственно упору прокатом перемещаются вправо на величину а и снова останавливаются, фиксируя положение проката, при котором его передний торец отстоит от плоскости реза па расстоянии заданной длины заготовки /. К моменту окончательного зажима проката и отделяемой от него части рабочим инструментом щтампа к линии контакта с рамками подходят наклонные участки копиров и при дальнейшем движении их вниз щтанги под действием пружин 4 перемещаются влево, отводя собственно упор от торца проката па расстояние в. Далее, если выступ 21 собственно упора находится в зоне подвижной части штампа (при резке коротких заготовок), то он перемещается вниз вместе с подвижной частью штампа, поворачивая коромысло 11 .относительно осей 10.
При обратном ходе ползуна пресса движения собственно упора осуществляются в обратной последовательности.
Для настройки упора на требуемую длину заготовки вынимаются фиксаторы 8, и каретка 9 вручную неремещается по щтангам 3 в нужном направлении, где снова закренляется фиксаторами.
Эта ступенчатая регулировка равна щагу отверстий под фиксаторы на щтангах. Доводка до заданного размера производится вращением винта 16 маховичком с рукояткой /5.
Отверстия в щтангах под фиксаторы занумерованы числами, указывающими расстояние торца выступа 21 собственно унора от плоскости реза при крайнем правом положении ползуна 14 относительно коромысла. Таким
образом, настроенная длина заготовки определяется суммой чисел номера соответствующего отверстия под щтифт на щтанге и показания щкалы левого указателя 19. По вертикали выступ собственно упора Б
процессе реза должен находиться всегда в верхней части полости верхнего ножа, чтобы позволить беспрепятственно протолкнуть под ним отрезанную заготовку. Настройка выступа по высоте производится винтом 13.
Для заготовок, длина которых больше щирины ножа, когда выступ собственно упора не заходит в полость ножа, нет необходимости и в его осевом неремещении. В этом случае целесообразно отсоединять планку 7 от ползуна пресса и опустить копиры 5 в крайнее нижнее положение. Тогда при настройке длины отрезаемой заготовки нужно пользоваться правым указателем длины 20.
Предмет изобретения
1.Упор к штампу для резки сортового проката с дифференцированным зажимом его по обе стороны от плоскости реза, содержащий собственно упор, установленный на каретке,
закрепляемой на заданном расстоянии от плоскости реза на щтапгах, расположенных в стойках корпуса и взаимодействующих с ползуном пресса, и механизмы плавной настройки собственно упора на заданную длину и его
осевого перемещения, отличающийся тем, что, с целью обеспечения отрезки заготовок, длина которых меньще ширины пожа, он снабжен механизмом настройки собственно упора по высоте, выполненным в виде коромысла, поворачиваемого вокруг оси, закрепленной на упомянутой каретке, подпружиненного относительно каретки, упирающегося одним плечом в регулировочный винт, размещенный на каретке, и несущего собственно
упор, выполненный в виде наконечника с выступом, входящим в отверстие ножа, а механизм осевого неремещепия собственно унора выполнен в виде копиров, прикрепленных к ползуну пресса и взаимодействующих с
упомянутыми штангами, установленными с возможностью их возвратно-поступательного перемещения.
2.Упор по п. 1, отличающийся тем, что, механизм плавной настройки на заданную длину заготовки выполнен в виде винта, установленного на коромысле и пзли.олс-1стп;.- 0:;ег с ползушкой, на которой закреилел .-еппо упор н которая также смонтирована на коромысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Штамп для резки профильного материала | 1980 |
|
SU1034853A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
Vu2 2
