Изобретение относится к области металлургии, в частности к разливке металлов.
Известна установка для разливки стали под регулируемым давлением, состоящая из разливочной камеры с герметичной крышкой, в которую вмонтирован металлопровод литейной формы в виде изложницы, затворного устройства, разливочного ковша.
Недостатком известной установки является низкое качество отливок из-за образования вихревой области в верхней части поднимаюш,егося в форме металла. В результате происходит засорение отливок инородными включениями и размыв жидким металлом материала формы.
В целях повышения качества отливок предлагаемая установка снабжена подвижным электромагнитом, обхватывающим по периметру литейную форму.
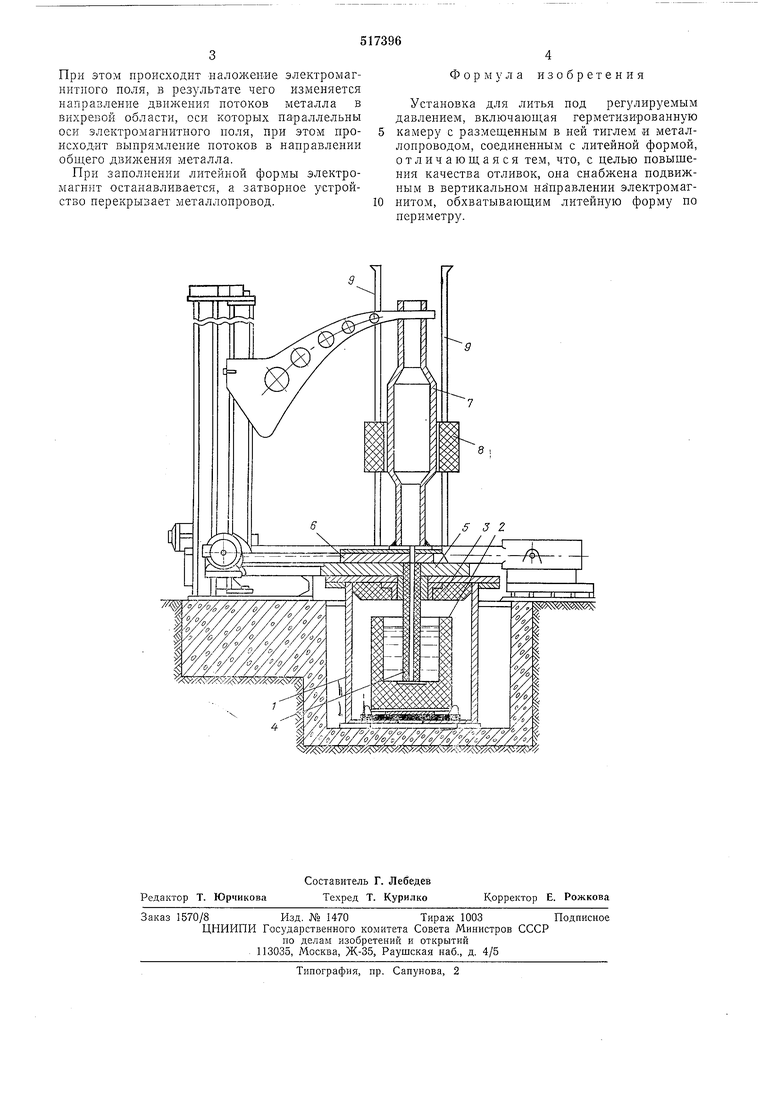
На чертеже показана описываемая установка для литья под регулируемым давлением.
Опа содержит герметичную камеру 1 с расположенным в пей тиглем 2, закрытую крышкой 3. В крышку вмонтирован металлопровод 4. Сверху на крышке закреплена чугунная плита 5, прижимающая металлопровод к крышке и являющаяся направляющей для подвижной плиты 6. На плите 6 л-становлена
2
литейная форма 7, передвижение которой осуществляется с помощью винтового толкателя. К нижней части литейной формы прикреплено затворное устройство, состоящее из чугунного корпуса и шргбера с шамотной втулкой и графитовой шайбой для перекрытья металлоподводящего канала. Литейную фор,;у по периметру обхватывает подвижный электромагнит 8, закрепленный па направляющи.ч 9,
установленных на основании, и включенный в схему.
Установка работает следующим образом. В Ka.Aiepy 1 подается газ под регулируемым давлением, воздействуюшлм на жндкий металл тигля 2. Л идкий металл под давлением поднимается ,по металлопроводу 4 в форму 7. На выходе металла из металлопровода в форму образуется вихревая область, которая по мере наполнения формы металлом растет по
высоте, занимая при этом все поперечное сечение формы. Опа локализуется в верхних слоях поднимающегося металла и, ограничиваясь с одной стороны зеркалом металла, простирается вглубь на величину до 400 мм.
В момент, когда уровень жидкого метал.ла в форме достигнет 40 см (максимальтаэ :юзг о/кный размер знхревой области), электромагнит 8 начинает двигаться со скоростью, равной скорости заполнения жидким металлом формы.
При этом происходит наложеиие электромагнитного поля, в результате чего изменяется нагфазление движения потоков металла в вихревой области, оси которых параллельны оси злектромагнргтного поля, при этом происходит выпрямление потоков в направлении общего движения металла.
При заполнении литейной формы электромагнит останавливается, а затворное устройство перекрывает металлопровод.
Формула изобретения
Установка для литья под регулируемым давлением, включающая герметизированную камеру с размещенным в ней тиглем и металлопроводом, соединенным с литейной формой, отличающаяся тем, что, с целью повышения качества отливок, она снабжена подвижным в вертикальном направлении электромагнитом, обхватывающим литейную форму по периметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под регулируемым давлением | 1978 |
|
SU719801A1 |
| Установка для литья под регулируемым давлением | 1976 |
|
SU567547A1 |
| Установка для разливки расплавов под регулируемым давлением | 1975 |
|
SU610335A1 |
| Способ отливки изделий под регулируемым давлением | 1978 |
|
SU722672A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Установка для отливки многослойных изделий под регулируемым давлением | 1977 |
|
SU662255A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| Способ отливки двухслойных валков под регулируемым давлением | 1978 |
|
SU667327A1 |
