1
Изобретение относится к области контактной точечной сварки и может быть использовано для сварки деталей неравной толщины.
Известен электрод для контактной точечной сварки, содержащий рабочую и среднюю части и хвостовик.
При сварке деталей неравной толщины формирование соединения затруднено вследствие смещения литого ядра в деталь большей толщины, степень проплавления детали меньшей толщины не превышает 20-10% и возможные обычные отклонения в условиях сварки часто сопровождаются получением полного непровара. Кроме того, при повышенном трении в системе усилия сжатия сварочной машины возможно нарушение стабильности усилия, сжатия электродов и. снижение качества сварки.
Наконец, при сварке деталей неравной толщины, вследствие применение повышенных по нагреву режимов и менее стабильного формирования контакта «электрод-деталь меньшей толщины по сравнению со сваркой деталей одинаковой толщины, имеет место пониженная стойкость электрода, расположенного со стороны детали меньшей толщины,по переносу меди на поверхность этой детали.
Целью изобретения является повышение степени проплавления детали меньшей толщины при контактной точечной электросварке
деталей неравных толщин, а также повышение стабильности качества сварных точек и стойкости электрода по переносу меди на поверхность детали меньшей толщины.
Для достижения этой цели средняя часть электрода выполнена в виде пружины - соленоида, который может быть выполпен из биметалла сталь - медный сплав.
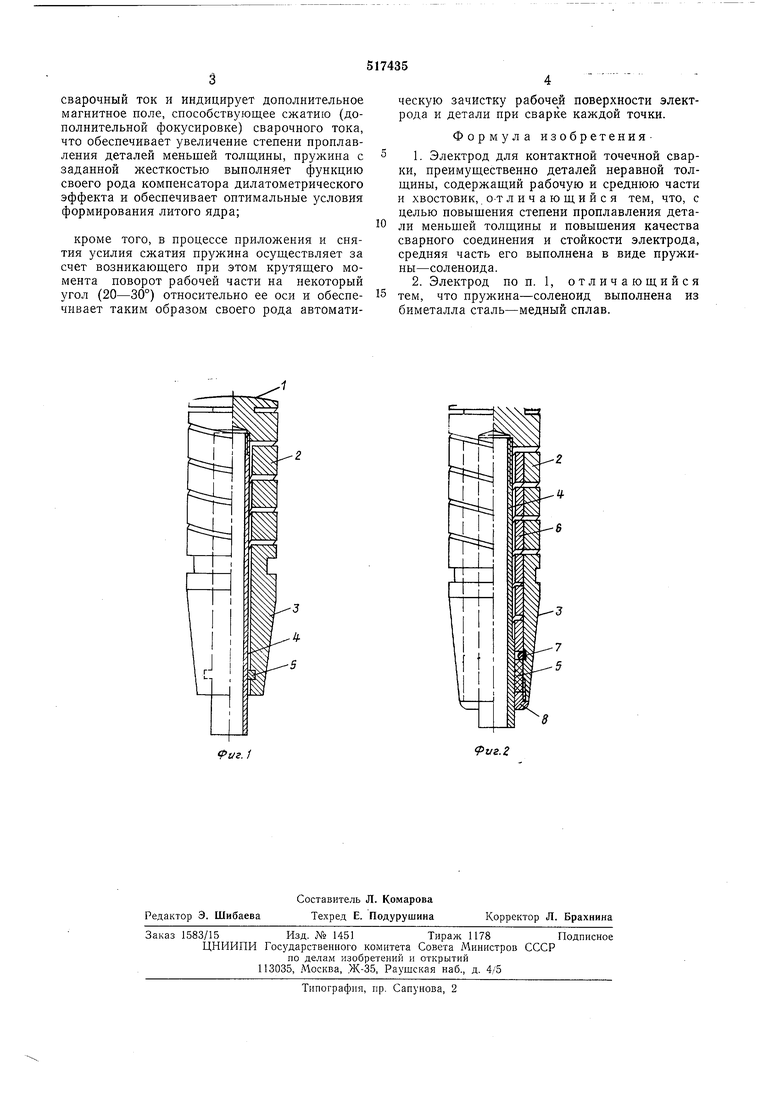
На фиг. 1 показана предложенная конструкция электрода в разрезе; на фиг. 2 показан вариант электрода с пружиной - соленоидом из биметалла.
Электрод содержит рабочую часть 1, среднюю часть 2, выполненную в виде спиральной
пружины-соленоида, хвостовик 3, барьернонаправляющую трубку 4, предназначенную для удержания охлаждающей воды в канале электрода и для повышения устойчивости электрода против изгиба, унлотнительное
кольцо 5, необходимое для защиты канала между трубкой 4 и хвостовиком 3 от попадания воды.
Пружина может быть выполнена биметаллической из стали и медного сплава. Стальная
часть 6 предназначена для повышения жесткости и фиксируется ограничительным кольцом 7. Уплотнительное кольцо 5 в этом случае фиксируется гайкой 8.
В процессе работы электрода средняя часть
является пружиной-соленоидом, фокусирует
сварочный ток и индицирует дополнительное магнитное ноле, снособствующее сжатию (дополнительной фокусировке) сварочного тока, что обеспечивает увеличение степени нронлавления деталей меньшей толщины, пружина с заданной жесткостью вынолняет функцию своего рода компенсатора дилатометрического эффекта и обеснечивает оптимальные условия формирования литого ядра;
кроме того, в процессе приложения и снятия усилия сжатия пружина осуществляет за счет возникающего при этом крутящего момента поворот рабочей части на некоторый угол (20-30°) относительно ее оси и обеспечивает таким образом своего рода автоматическую зачистку рабочей поверхности электрода и детали при сварке каждой точки.
Формула изобретения1.Электрод для контактной точечной сварки, преимущественно деталей неравной толщины, содержащий рабочую и среднюю части и хвостовик, о-т л и ч а ю щ и и с я тем, что, с целью повышения степени проплавления детали меньшей толщины и повышения качества сварного соединения и стойкости электрода, средняя часть его выполнена в виде пружины-соленоида.
2.Электрод по п. 1, отличающийся тем, что пружина-соленоид выполнена из биметалла сталь-медный сплав.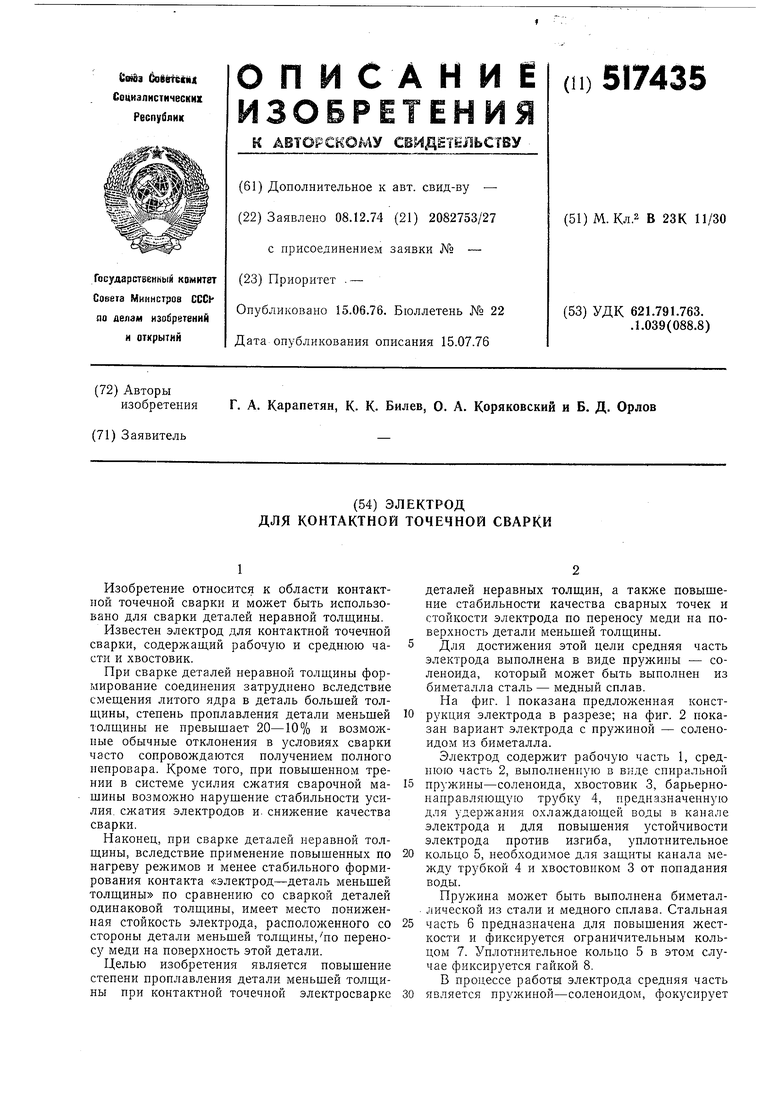
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной точечной сварки | 1980 |
|
SU927447A1 |
| Электрод для контактной точечной сварки деталей неравной толщины | 1981 |
|
SU959953A1 |
| Электрод для контактной точечной сварки | 1977 |
|
SU695781A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1125112A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1743764A1 |
| Способ контактной точечной сварки деталей неравных толщин | 1990 |
|
SU1745462A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2558322C1 |
| Электрод для контактной точечной сварки | 1974 |
|
SU529027A1 |
| Способ контактной точечной сварки деталей неравных толщин | 1989 |
|
SU1682083A1 |
