мок и благодаря этому к стабилизации диаметра сварной трубы.
Предлагаемый способ автоматического управления позволяет сваривать трубы и кабельные оболочки с постоянным по длине диаметром при хорошем качестве сварного соединения. Такие трубы могут быть использованы в качестве конструкционных, а применение их в кабельной технике позволяет существенно улучшить электрические характеристики кабеля.
Формула изобретения
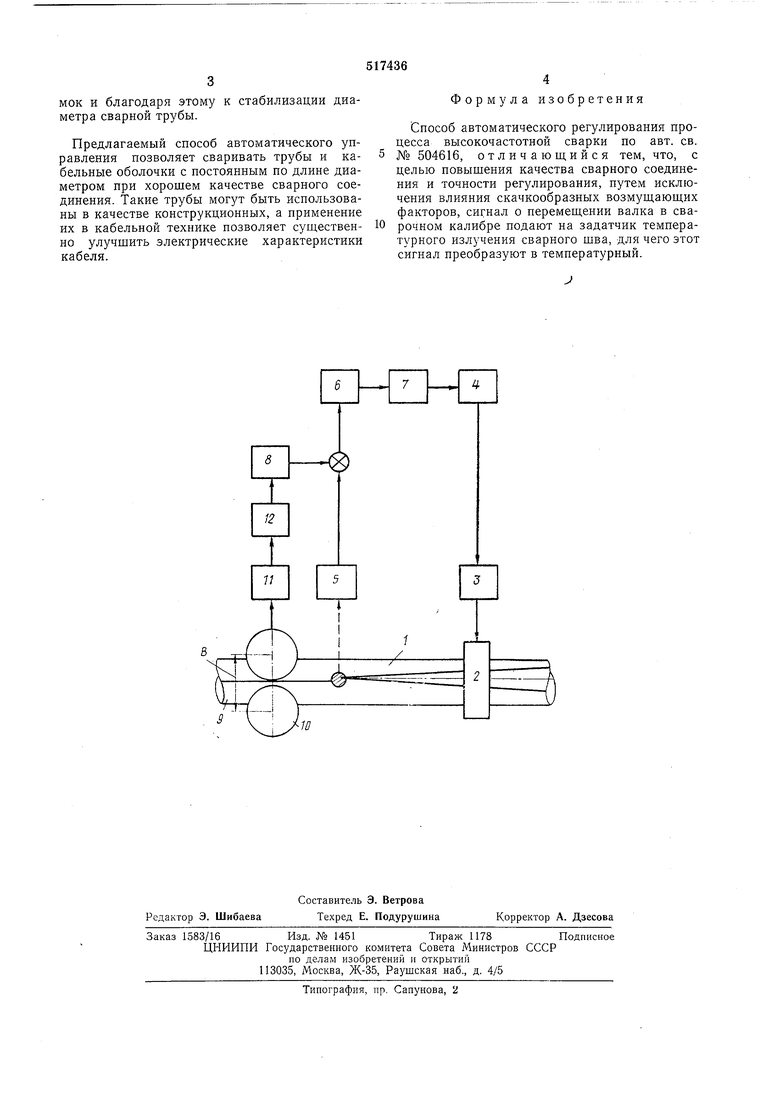
Способ автоматического регулирования процесса высокочастотной сварки по авт. св. № 504616, отличающийся тем, что, с целью повыщения качества сварного соединения и точности регулирования, путем исключения влияния скачкообразных возмущающих факторов, сигнал о перемещении валка в сварочном калибре подают на задатчик температурного излучения сварного щва, для чего этот сигнал преобразуют в температурный.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки | 1974 |
|
SU504616A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657938A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU721282A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657937A1 |
| Способ автоматического регулирования процесса высокочасточной сварки | 1976 |
|
SU592545A2 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU837675A1 |
| Способ телевизионного слежения за положением сформированного сварного шва | 1975 |
|
SU571355A1 |
| Способ автоматического управления режимом высокочастотной сварки | 1976 |
|
SU685461A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
