цу. Время впрыска для любого другого кулачка определяется умножением времени впрыска, принятого за единицу, на коэффициент кулачка, при этом каждый кулачок имеет свой коэффициент в зависимости от угла профиля а, влияющего на время впрыска материала при одном и том же показании тахогенератора 39.
Устройство для определения продолжительности времени впрыска пластмасс литьевой машины работает следующим образом.
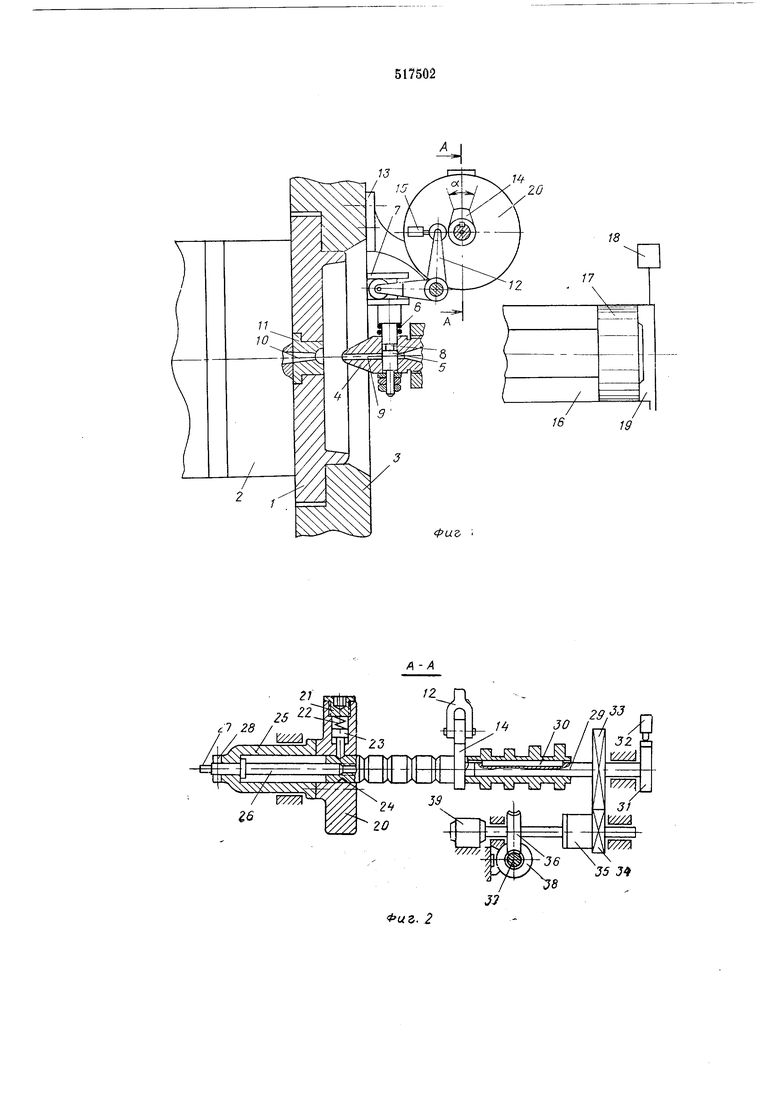
При подводе литьевого сопла 4 к пресс-форме 2 с целью заливки в нее расплава головка 7 золотника 5 смещается влево относительно рычага 12. Сопловой канал 9 совмещается с литьевым каналом 10. При включении цилиндра прессования рабочая жидкость подается в порщневую полость 19. Как только давление в полости 19 достигает величины, на которую отрегулировано реле давления 18, и в щнековом устройстве создается необходимое давление, то от реле давления 18 подается электрический сигнал на включение электромагнитной муфты 35, в результате чего вращение от электродвигателя 38 через червячную передачу 36-37 и зубчатую передачу 33-34 передается блоку кулачков 14.
После того, как блок кулачков 14 сделает один оборот, электрический выключатель 32 обеспечивает выключение электромагнитной муфты 35, а рычаг 12 - перемещение золотника 5 вниз и возврат его в исходное положение, контролируемое электрическим выключателем 15, при этом происходит впрыск пенополистирола в полость пресс-формы через кольцевую проточку 8, канал 9 и литьевой канал 10. Кроме того, электрический выключатель 15 после впрыска подает сигнал на сня5 тие давления в полости 19 гидроцилиндра 16. Для изменения времени впрыска необходимо работу механизма впрыска переключить на другой кулачок. Переналадка производится следующим об0 разом.
При повороте винта 26 по часовой стрелке он вворачивается в блок кулачков 14 и смещает последний влево, при этом фиксатор 23 отжимается вверх и удерживается в этом по5 ложении до тех пор, пока не войдет в канавку нужного кулачка.
Предлагаемая машина для литья под давлением обеспечивает повышение точности дозирования пластмасс и получение литейных мо0 делей, например, из пенополистирола.
Формула изобретения
Машина для литья под давлением, содержащая форму и СОпло с перекрывающим сопловой канал приводным золотником, отл ич аю щ а я с я тем, что, с целью определения времени впрыска пластмасс в форму, привод золотника снабжен тахогенератором, связанным 0 через электромагнитную муфту и зубчатую передачу с блоком сменных кулачков и однооборотным контрольным кулачком, взаимодействующим с блокировочным электровыключателем.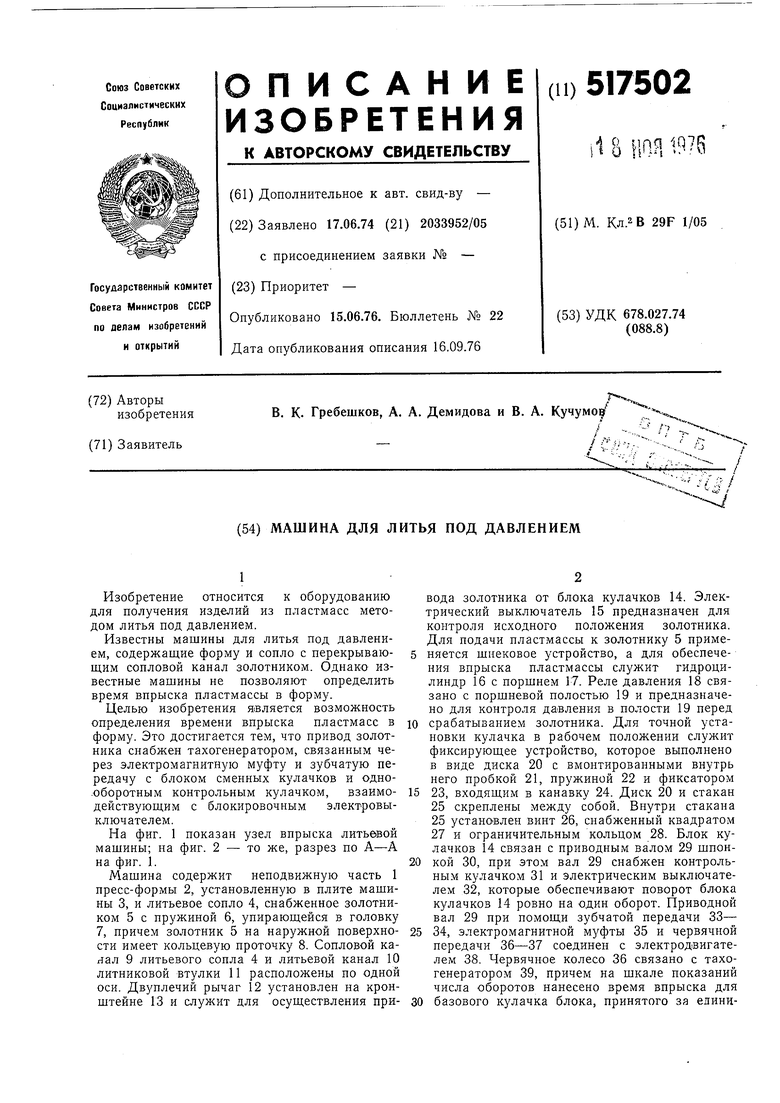
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для переработки полимерных материалов | 1975 |
|
SU566739A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| Установка для вакуумной формовки | 1981 |
|
SU975186A2 |
| Пресс | 1982 |
|
SU1143605A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Стрела лесозаготовительной машины | 1974 |
|
SU492254A1 |
| Механизм впрыска литьевой машины для пластмасс | 1980 |
|
SU870170A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| Устройство для оценки технологических характеристик форм для литья под давлением пластмасс | 1976 |
|
SU729512A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |