(54) УСТАНОВКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной формовки | 1978 |
|
SU710763A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU541572A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Устройство для засыпки опок смесью | 1982 |
|
SU1161222A1 |
1
Изобретение относится к литейному производству и может Оыть использовано при вакуумной формовке.
По основному авт. св.№ 710763 известна установка , для вакуумной 4юрмовки, которая содержит станину со смонтированным на ней бункером с сухим формовочным материалом, модель с формовочным столом, связанным с вакуумной системой, опоку с автономными вакуумным аккумулятором и клапаном, фильтрующую оболочку и механизм подъема опоки, установленный соосно с наполнительным отверстием в опоке.
Для повышения производительности и улучшения условий труда, бункер выполнен в виде герметизированной пескодувной головки, по крайней мере, с одним надувочным соплом и шиберным затвором, перекрывающим , надувочное сопло, расположенное соосно с наполнительным отверстием в опоке, причем приводной шиберный затвор снабжен кулачком включения клапана опоки, зафиксированной на формовочном столе 1.
Недостатком известной установки является сложность изоляции рабочей полости от атмосферы.
Цель изобретения - обеспечение автоматизации герметизации наполнительного 5 отверстия после заполнения рабочей полости сухим формовочным материалом.
Поставленная цель достигается тем, что установка дополнительно снабжена подпружиненным двуплечим рычагом с привод Q ным электромагнитом, реле времени и укрепленным на станш е сопловым распылителем, связанным при помощи подпружиненного двуплечего рычага с приводным электромагнитом, подключенным через реле времени к электрической системе уста15 НОВКИ.
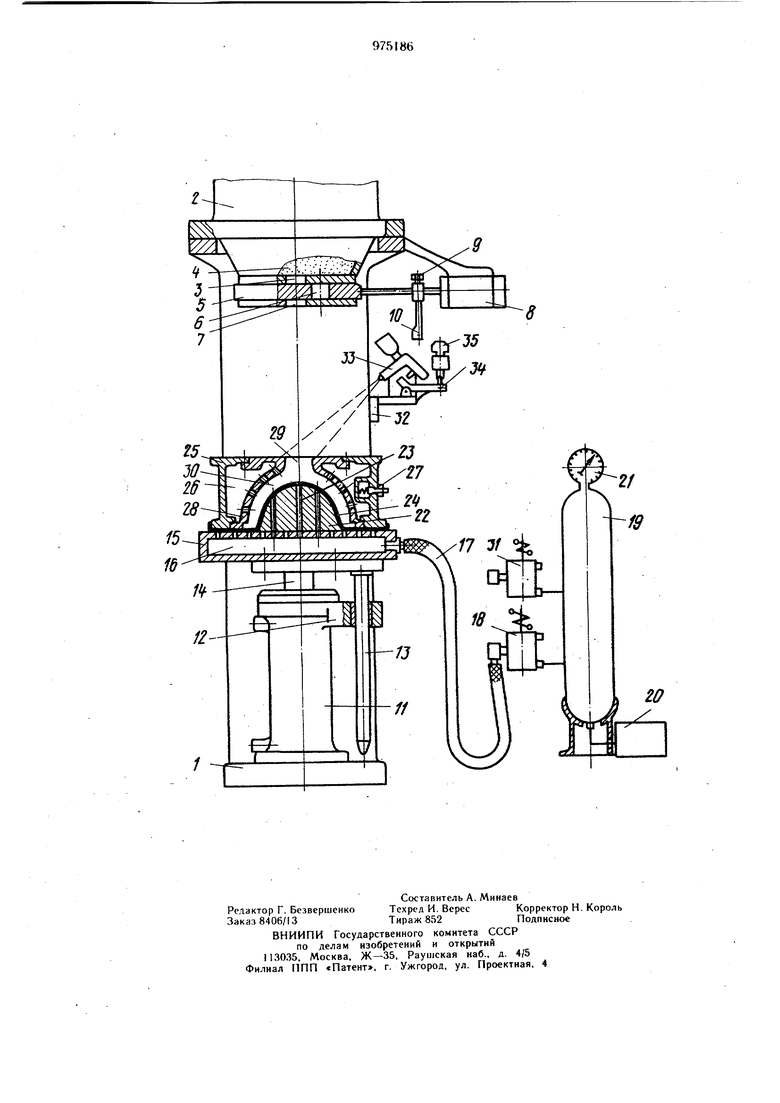
На чертеже изображена установка для вакуумной формовки, продольный разрез. Установка для вакуумной формовки содержит станину 1, бункер 2 с отверстием 3, 20 заполненный сухим формовочным материалом 4 и выполненный в виде пескодувно головки с шнберным затвором 5, в котором имеется отверстие 6 и надувное сопло 7. Затвор связан с гидроцилиндром 8, на што
ке которого при помощи стопора 9 закреплен кулачок 10, который может переставляться вдоль штока в зависимости от размеров опоки. В нижней части станины соо€но с бункером установлен механизм подъема опок, представляющий собой гидроцилиндр II с приливом 12,в который входит направляющая штанга 13. На щтоке 14 закреплен формовочный стол 15, имеющий полость 16, связанную при помощи гибкого вакуумпровода 17 с вакуумным клапаном 18, подключенным к вакуумному аккумулятору 19.
Вакуумный клапан 18 при включении соединяет формовочный стол с вакуумным аккумулятором, перекрывая атмосферу, а при выключении перекрывает вакуумную систему и сообщает формовочный . с атмосферой. Разрежение создается вакуумным насосом 20, контролируется вакууметром 21. Модель 22 имеет отверстия 23 малого диаметра (0,5-0,8 мм). На чертеже показана модель, облицованная герметизированным элементом 24, и глухая опока 25 со встроенным вакуумным аккумулятором 26, клапаном 27, сменной перфорированной оболочкой 28 и отверстием 29 для заполнения рабочей полости 30. Опока 25 зафиксирована на формовочном столе 15 и за счет штанги 13 занимает определенное положение относительно сопла 7. Подключение опоки к вакууму производится при помощи клапана 31 через клапан 27. На станине стационарно установлен угольник 32, на котором закреплен сопловой распылитель для нанесения быстроотверждаемого материала 33, и двуплечий рычаг 34 с приводным электромагнитом 35.
Устач1овка работает следующим образом.
Опока 25 вместе с герметизирующим элементом 24 устанавливается на формовочный стол 15, полость 16 которого при помошл гибкого вакуум-провода 17 и вакуумного клапана 18 подключается к вакуумному аккумулятору 19, подсоединенному к вакуумному насосу 20. При этом происходит отсос воздуха через отверстия 23 и модель 22 облицовывается герметизирующим элементом 24. Контроль величины разрежения осуществляется вакууметром 21. Затем гндроцилиндр 11 механизма подъема опок н опока 25 вместе со штоком и направляюiiiCH 13 поднимается к надувному соплу 7 бункера 2..
При включении гидроиилиндра 8 шибер 5 смещается влево, в результате чего отверстие 6 совмещается с отверстием 3 и
соплом 7. При этом кулачок 10,закрепленный при помощи стопора 9 и связанный со
, штоком гидроцилиндра 8, открывает клапан 27, сообщая с атмосферой рабочую полость 30 через перфорированную оболочку 28 и встроенный вакуумный аккумулятор 26, что обеспечивает свободный выход воздуха и уплотнение сухого формовочного материала 4 в опоке. После этого шибер 5 возвращается в исходное положение. Опока 25 опускается, к клапану 27 подклк$чается вакуумпровод от клапана 31. ОдновременO lio срабатывает подключенный к электрической системе установки электромагнит 35, который,срабатывая, поворачивает двуплечий рычаг 34, установленный стационар. но на угольнике 32, по часовой стрелке.
, Коротким плечом рычаг открывает затвор соплового распылителя, который распыляет быстроотверждаемый материал. При этом наполнительное отверстие 29 закрывается этим материалом, чем и достигается изоляция полости 30 от атмосферы.
После того как включается вакуумный клапан 31, подклк}чающий опоку 25 к вакуумному аккумулятору 19, вакуумный клапан 18 выключается, отключая полость 16 формовочного стола 15 от вакуумного аккумулятора 19 и сообщая ее .с атмосферой. В результате этого заформованная опока легко отделяется от модели 22 и передается на сборку. Аналогично изготавливается вторая половина формы.
Предлагаемый способ позволяет увеличить производительность при вакуумной формовке по сравнению с известным на 25% f за счет исключения продолжительных по времени ручных операций, а также улучщает условия труда с литейном цехе.
При выпуске в год 10 тыс. т. литья массой 100 кг в одной литейной форме экономический эффект составит 33675 руб.
Формула изобретения
Установка для вакуумной формовки по авт. св. № 710763, отличающаяся тем,что,.. с целью автоматизации герметизации наполнительного отверстия после заполнения рабочей полости сухим формовочным материалом, она дополнительно снабжена подпружиненным электромагнитом, реле времени и укрепленным на станине сопловым распылителем, связанным при помощи подпружиненного двуплечего рычага с привод0..НЫМ электромагнитом, подключенным через реле времени к электрической системе установки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 710763, кл. В 22 С 15/28.1978.
.,
