(54) УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1985 |
|
SU1306617A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1991 |
|
SU1810160A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1988 |
|
SU1602595A1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления полых деталей с отводами из трубных заготовок.
; Известно устройство для штамповки по:лых деталей с отводами из трубных заго;тов ж, содержащее основание, на котором установдеш верхняя и нижняя полуматрицы, пунсоны осевого сжатия с клиновым .приводом и узел подпора, а также верхнюю плиту ся смонтированным на ней цилиндром смйосания полуматриц.
Одйайо для созданий давления в гидравлических цилиндрах рабочих органов, кроме пресса, на котором устанавливается известное устройство, необходим и индивидуальный пр1нвод высокого давления. При этом синхронизация движения рабочих органов затруднена. Кроме того, для заполнения заготовки жидкойГ ью перед ее штамповкой тратится дополнительное время,что снижает производительность.
Целью изобретения является повышение производительности и обесточение штамповки с наполнителем.
Это достигается тем, что предлагаемое устройство снабжено узлом сжатия пластичного наполнителя, смонтнрованным на основании и выполненным в виде гидравлических цилиндров и закрепленных на их штоках пуансонов сжатия наполнителя. Кроме того, устройство снабжено нагнетательными гидравлическими цилиндрами, штоки которых закреплены в верхней плите пресса, а собственно цилиндры - в основании. .При этом нагнетательные цилиндры Соединены с приводом пуансонов осевого сжатия, цилиндром смыкания полуматрнц и цилиндрами узла сжатня,
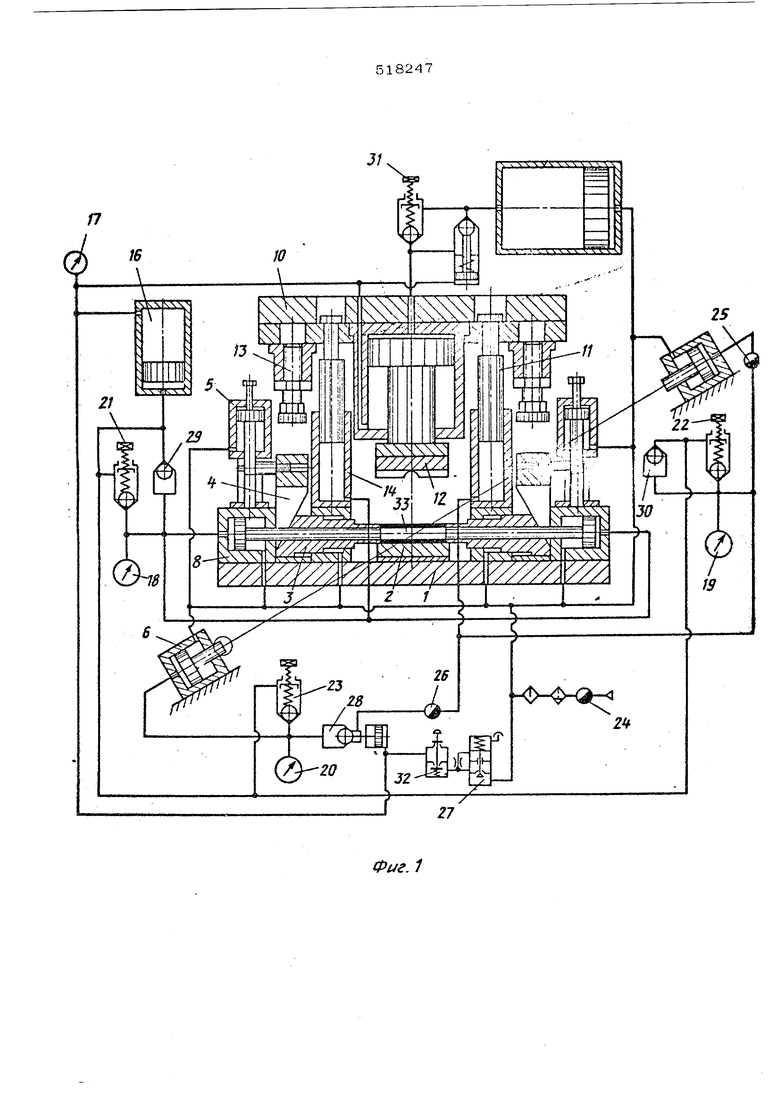
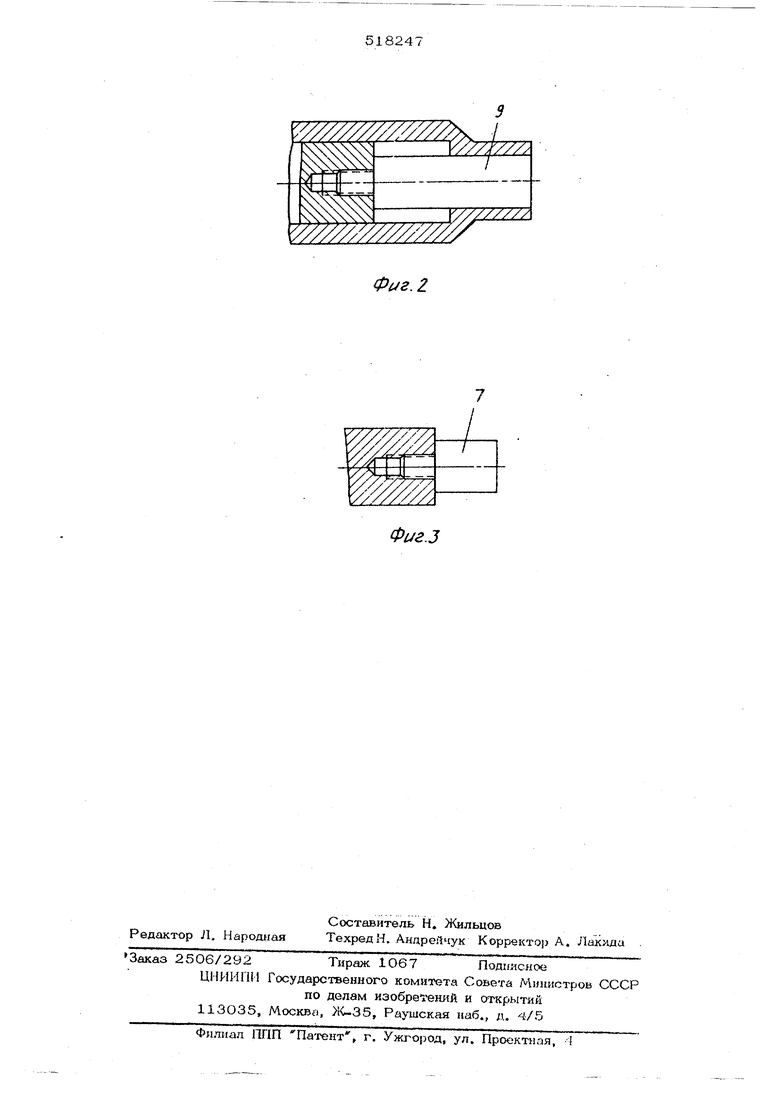
На фиг. 1 показано устройство с гидропневматической схемой привода, общий вид; на фиг. 2 и 3 - пуансоны сжатия наполнителя и подпора, .Устройство состоит из основания 1, на котором размещены нижняя полу матрица 2 узел привода пуансонов осевого сжатия 3 клинового типа, клинья 4 которого прикреплены к цилиндрам возврата 5, и узел подпора с гидравлическими цилиндрами 6, .к торцам штоков которых прикреплены пу- 5 ,ансоны подпора 7, а также узел сжатия пластичного наполнителя, несущий на штоках цилиндра 8 нуансоны сжатия 9 наполнителя. В верхней плите 10 смонтированы узел смь1кания полуматриц, лродстаашющий гид равлический цилшшр 11, в штоке которого закреплена верхняя полуматрица 12, регулируемые упоры 13, -Устройство снабжено также нагнетательными гидравлическими цилиндрами 14 штоки которых смонтированы в верхней , плите 1О, а собственно цилиндры - в основании 1. Для управления рабочими органами уст (|ройства и синхронизации их движения пре дусмотрена цневмогидравлическая схема, включающая гидроаккумуляторьг 15 и 16, пульт управления с,манометрами 17 - 20, рукоятки настройки 5егуляторов давления 21 - 23, вентили 24 26, редуктор 27 обратные клапаны 28 - 30, п()одохранительный 31 и перепуск1юй 32 клапаны. Устройство работает следующим образом. В исходном полол ении устройства, установленного на столе пресса (на чертеже не noKasaii). при поднятом редуктор 27, штоковые иол.ости цилиндров 5, 6, 8 и гидроаккумулятор 15 при от|крытом вентиле 24 соединяют с воздушной промышленной сетью. Трубную заготовку 33 с наполнителем размещают В нижней полумотряце 2, Нажатием рукоятки открытия клапана 32 воздушные полости гидраш ического аккумулятора цилиадра смыкания 11, клапана 28 сообщаются с атмосферой, Прк этом обратный клапан 28 открьшается для прохода жидкости из гидравлического аккумулятора 16, цилшгдра 11 омыкания полуматриц, шток которого опускается до соприкосновения полуматриц 2. li 12 меладу собой. После этого включают ход ползуна Пресса, При этом жидкость в поршневой полос ти цилиндра i 1 сжимается до давления срабатывания предохранительного клапана 31, что и обеспечивает смыкание полуматриц 2 и 12 с необходимым усилием, С отставанием на 5--10 мм начинагот работать нагнетающие цилиндры 14 и л л ЖИДКОСТЬ от них поступает в цилиндр 8 сжатия наполнителя и сжимает его до необходимого давления , которое определяется настройкой регулятс)ра давления 21 и контролируется ма/юметром 18, При штамповке деталей без подпора вентили 25 и 26 зак|5ьгть, а при щтам повке с подпором открытыми регуляторы давления 22 и 23 настраиваются на нужное дав/шняе. На конечном участке хода ползуна пресса приводятся в дейстЕше клинья 4, обеспечивающие синхрон/юе перемещение цшшндров 3 деформирования с необходимым усиляем на величину, рег-улируемую с помощью упоров 13. Р абота с одним подпором (щтамповка тройника) осуществляется через регулятор давлении 22 и контролируется по манометру 19 nfui закрглтом вентиле 26. Возвращение ягигжущихся органов в исходное положен)е осуществляется с помощью воздуха, поступающего в щтоковые полости цилиндров 5, б и 8. Формула изобретения 1. Устройство для щтамповки полых деталей с отводами из трубных заготовок, содержащее основание, на котором устаиовлены и верхняя полуматрицы, верхпюю плиту с расположенным на ней цилиндром смьпсания полуматриц, со штоком которого связана верхняя полуматри- ца, а также пуансоны осевого сжатия с клиновым приводом и узел подпора, о т л и чающееся тем, что, с целью повышения производительности и обеспечения щтампоБКи с наполнителем, оно снабжено узлом сжатия пластичного наполнителя, распололсенным на сюновании и выполненным в виде гидравлических цилиндров и установ-. ленных да их штоках пуансонов сжатия наполнителя. 2. Устройство по п. 1, отличающееся тем, что оно снабжено наг- жзтательными гидравлическими цилиндрами, соединенными с приводом пуансонов осевог-о сжатия, цилиндром смыкания полуматриц и цилиндрами узла сжатия, при .этом щтоки нагнетательных цилиндров закреплены на верхней плите, а корпусы - на основании.
Фиг. 1
.г
Фиг.З
