..1
Изобретение относится к способам токарной обработки и может быть использовано в различных видах токарной обработки для по вышения запаса виброустойчивости станков.
Известно устройство, повышающее вйброустойчивость станка за счет перемещения инструмента в направлении детали, состоящее из датчиков усилия резания, сравнивакьщего устройства усилителя и исполнительного механизма, связанного с суппортом токарного станка.
Оанако известное устройство подавляет уже возникшие автоколебания в,СПИД| оставляя на обрабатываемой детали след от вибраций, что недопустимо при достаточно высоких требованиях к чистоте поверхности и точности детали, кроме того, это устройство-дорогостоящее, вследствие высокого быстродействия исполнительного механизма и неприменимо при обработке нежестких, деталей.
Целью предлагаемого изобретения является устранение 1к,зможности потери вибрОустойчивостн СПИД, а не под а a очи е уже возникшид автоколебаний.
2,, V
I Достигается она тем, что исполнитель-, ный механизм перемешает одну из опор cy.ff порта таким образом, ч го суппорт не псуй рачивается под действием силы резания в процессе обработки.
Такое устройство, устраняя возможность поворота суппорта в плоскости поперечного Сечения детали, устраняет тем самым одну из существенных причин потери виброустойчивости обработки, т.е. повышает запас виброустойчнвости СПИД.
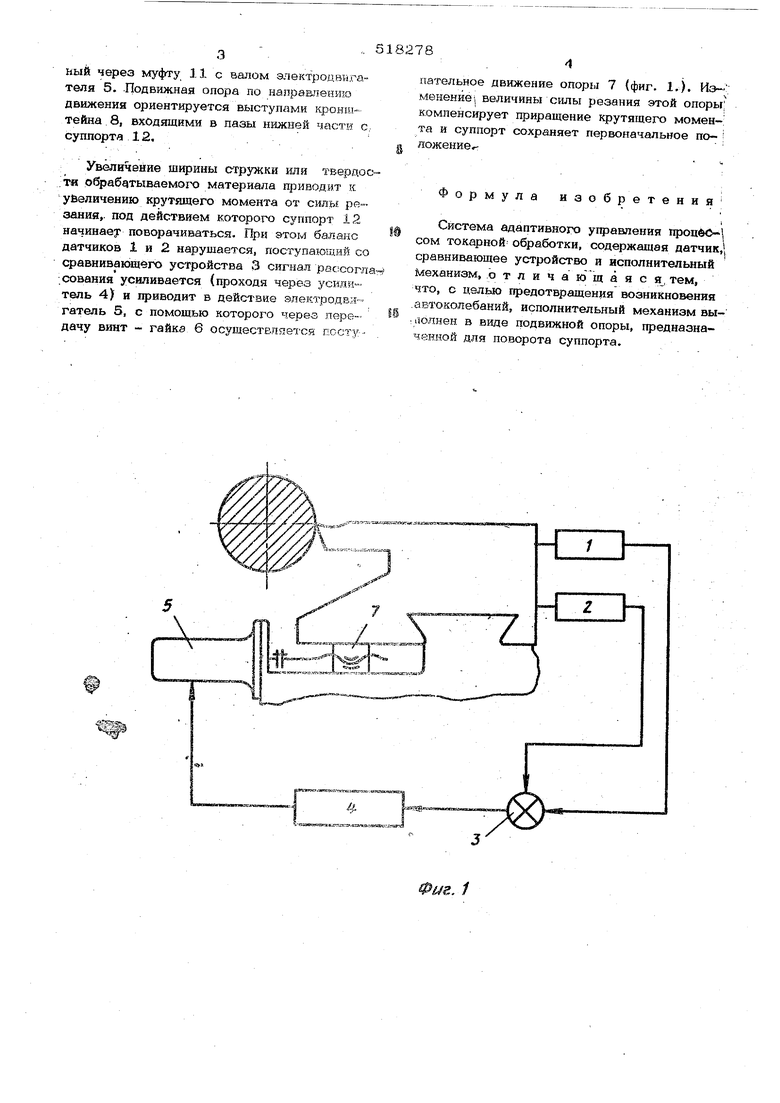
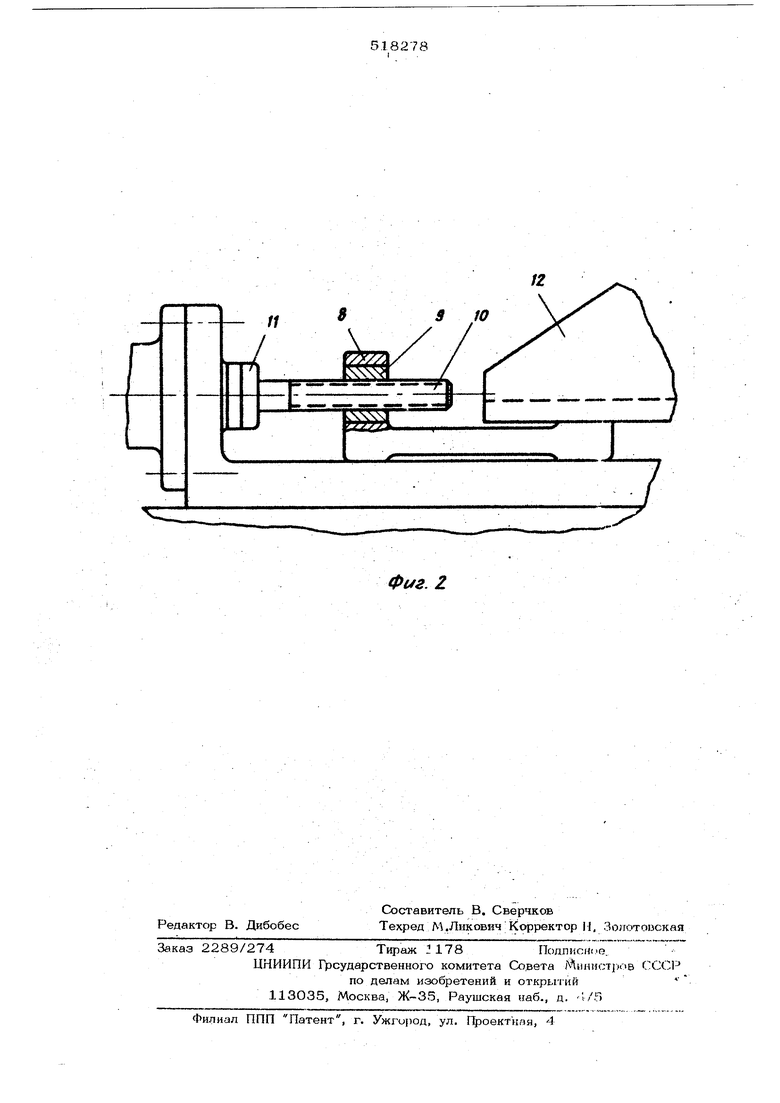
На фиг. 1 приведена блок-схем предла гаемой адаптивной системы; на фиг. 2изображена подвижнаяопора суппорта.
Г едлагаемая система состоит из датчиков 1, 2 поворота суппорта, включенных в дифференциальную схему так, что вершина полумоста 3 выполняет функцию сравнивающего устройства; усилителя 4; сервоэлек.тродвигателя (МО-14О) 5; передачи винт гайка 6 и подвижной опоры 7.
Подвижная опора 7 выполнена в виде кронштейна 8 с отверстием, в которое запрессована гайка 9. В эту гайку ввернут вин г Юс прямоу ).пьной резьб : й, сп}кзан- ьый через муфту 11 с валом электроцви;гателя 5. .ПодБижлая опора по направленшо движения ориентируется выступами кронштейна . 8, входягщйми в пазы нижней части с суппорта 12, Увеличение ширины стрзткки или твердос ,ти обрабатываемого материала приводит к уЬеличению крутящего момента от силы резания,, под действием которого суппорт 12 начинаеу поворачиваться. При этом баланс датчиков 1 и 2 нарушается, поступающий со сравниваюшего устройства 3 сигнал рассогл сования усиливается (проходя через усилй тель 4)( и приводит в действие электродвигатель 5, с помощью которого через передачу винт - гайке 6 осуществпяется постгу 8 пательное движение опоры 7 (фиг. 1.). менение; величины силы резания этой опоры компенсирует приращение крутящего момента и суппорт сохраняет первоначальное по-i ложение Формула изобретения Система адаптивного управления процбСсом токарной обработки, содержащая датчик, сравнивающее устройство и исполнительный Механизм, о т л и ч а ю щ а я с я, тем, что, с целью предотвращения возникновения автоколебаний, исполнительный механизм вы11олнен в виде подвижной опоры, предназначенной для поворота суппорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления процессом токарной обработки | 1977 |
|
SU618201A2 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для токарной обработки | 1984 |
|
SU1154052A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Способ автоматического управления процессом обработки детали | 1982 |
|
SU1039693A1 |
7LZJIZh
. Z
