A.
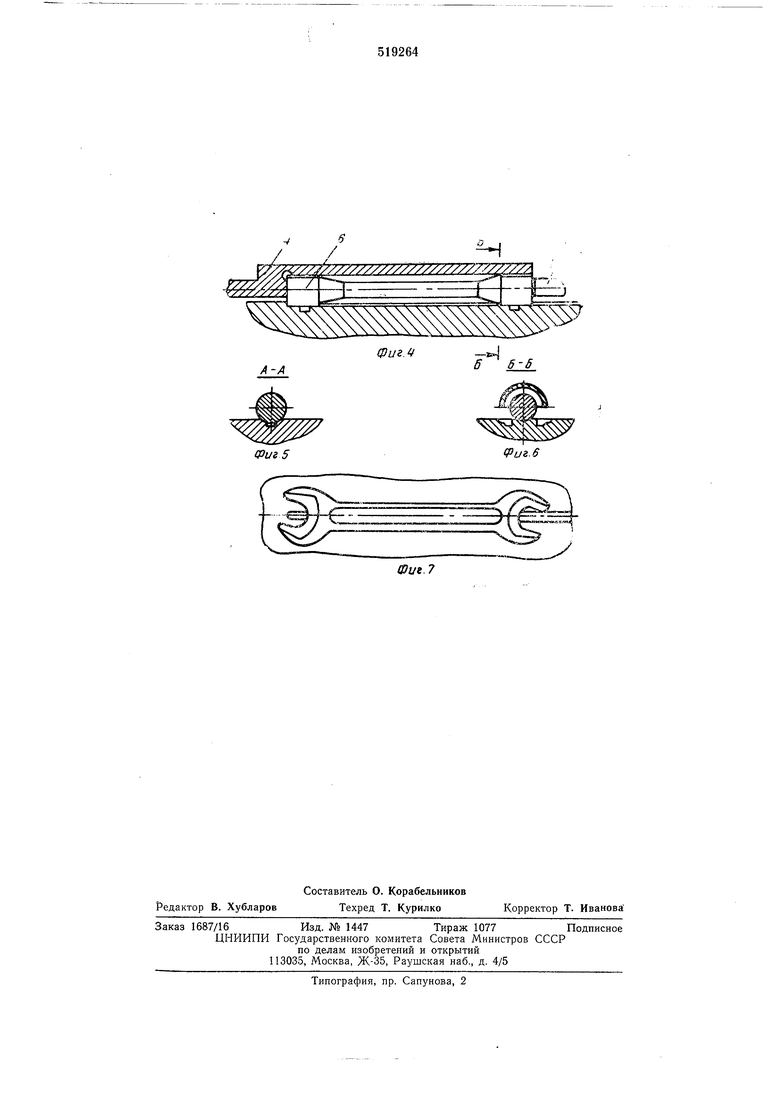
ТОВКИ. Эти углубления являются элементами ориентирования заготовки в нижнем ручье. Они могут быть выполнены также в виде призм.
Штамп работает следующим образом.
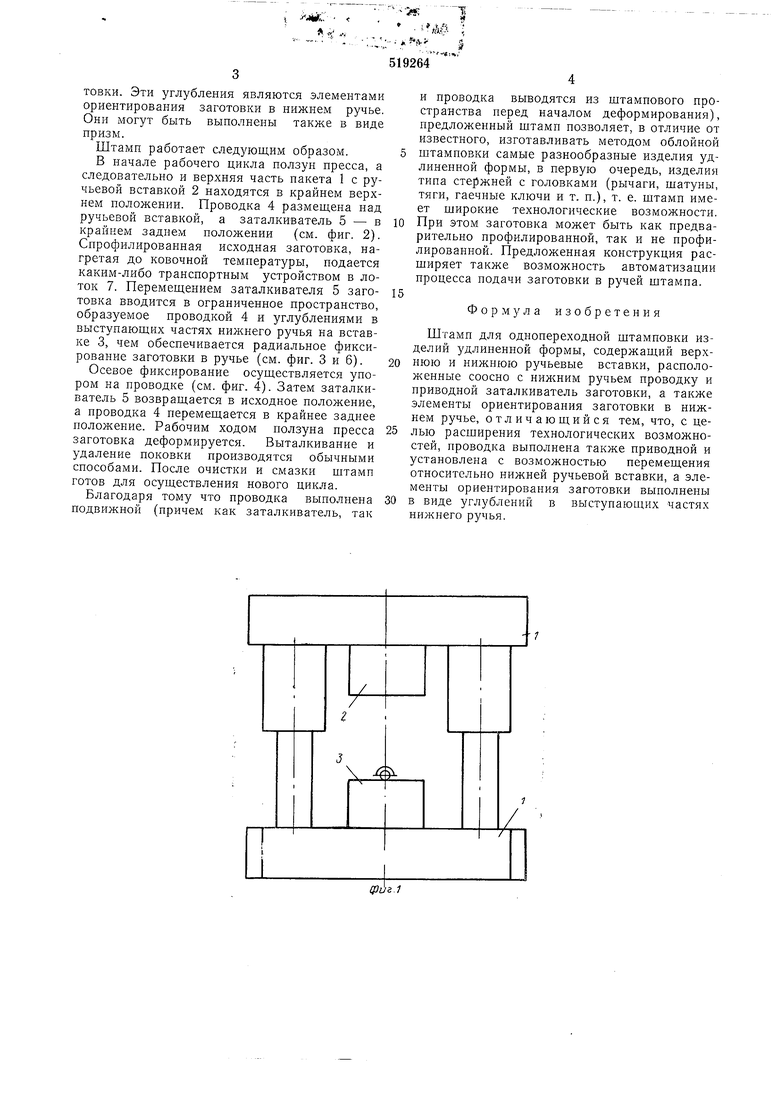
В начале рабочего цикла ползун пресса, а следовательно и верхняя часть пакета 1 с ручьевой вставкой 2 находятся в крайнем верхнем положении. Проводка 4 размещена над ручьевой вставкой, а заталкиватель 5 - в крайнем заднем положении (см. фиг. 2). Спрофилированная исходная заготовка, нагретая до ковочной температуры, подается каким-либо транспортным устройством в лоток 7. Перемещением заталкивателя 5 заготовка вводится в ограниченное пространство, образуемое проводкой 4 и углублениями в выступающих частях нижнего ручья на вставке 3, чем обеспечивается радиальное фиксирование заготовки в ручье (см. фиг. 3 и 6).
Осевое фиксирование осуществляется упором на проводке (см. фиг. 4). Затем заталкиватель 5 возвращается в исходное положение, а проводка 4 перемещается в крайнее заднее положение. Рабочим ходом ползуна пресса заготовка деформируется. Выталкивание и удаление поковки производятся обычными способами. После очистки и смазки штамп готов для осуществления нового цикла.
Благодаря тому что проводка выполнена подвижной (причем как заталкиватель, так
1
;-; A (-
519264
и проводка выводятся из штампового пространства перед началом деформирования), предложенный штамп позволяет, в отличие от известного, изготавливать методом облойной штамповки самые разнообразные изделия удлиненной формы, в первую очередь, изделия типа стержней с головками (рычаги, шатуны, тяги, гаечные ключи и т. п.), т. е. щтамп имеет широкие технологические возможности. При этом заготовка может быть как предварительно профилированной, так и не профилированной. Предложенная конструкция расширяет также возможность автоматизации процесса подачи заготовки в ручей штампа.
Формула изобретения
Штамп для однопереходной штамповки изделий удлиненной формы, содержащий верхнюю и нижнюю ручьевые вставки, расположенные соосно с ручьем проводку и приводной заталкиватель заготовки, а также элементы ориентирования заготовки в нижнем ручье, отличающийся тем, что, с целью расширения технологических возможностей, проводка выполнена также приводной и установлена с возможностью перемещения относительно нижней ручьевой вставки, а элементы ориентирования заготовки выполнены
в виде углублений в выступающих частях нижнего ручья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шмамп для однопереходной штамповки поковок | 1974 |
|
SU536000A1 |
| СПОСОБ ДВУХПЕРЕХОДНОЙ ШТАМПОВКИ ШАТУНОВ НА КРИВОШИПНОМ ГОРЯЧЕШТАМПОВОЧНОМ ПРЕССЕ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158648C1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU1800736C |
| Установка для штамповки изделий | 1987 |
|
SU1459808A1 |
| Штамп для объемной штамповки | 1980 |
|
SU899215A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |