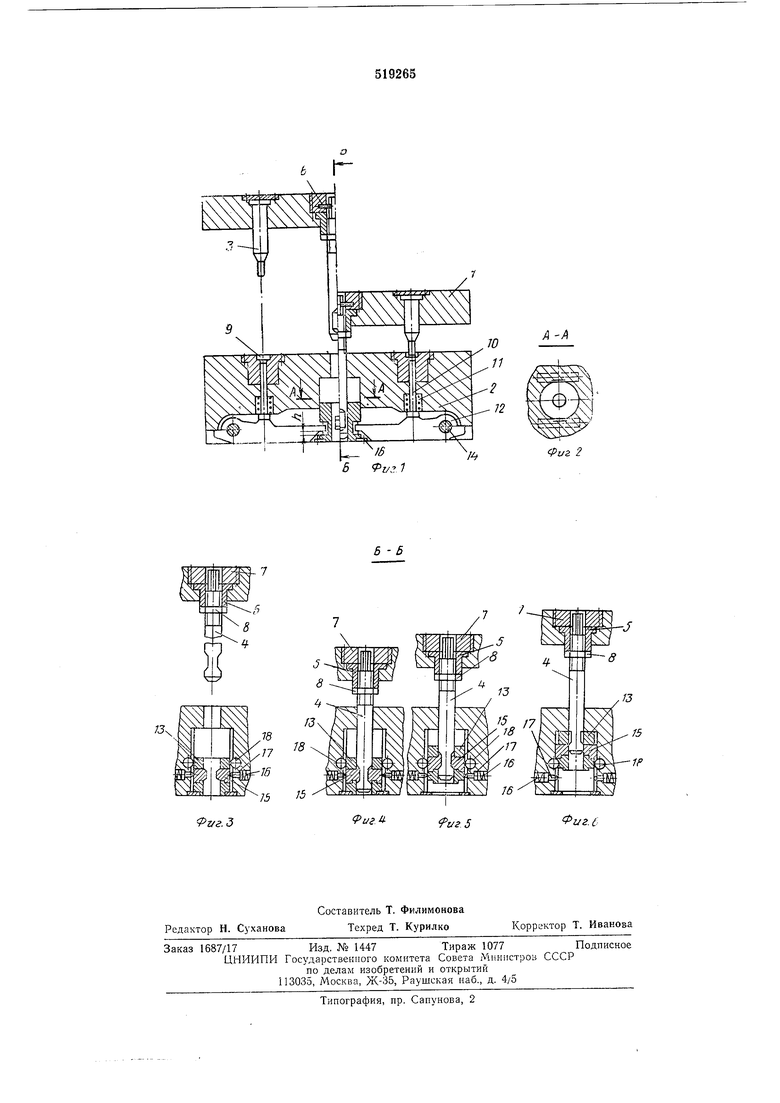
(54) УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ В исходном положении устройства заготовку свободно устанавливают в матрицу, носле чего осуществляют процесс деформирования. В этот период тяга 4 входит в отверстие толкателя 13 и благодаря наличию кониче- 5 ской поверхности на ее торце и соответствующей поверхности на ползушках 15 разводит последние, сжимая через щтыри 17 пружины 16. В нижнем крайнем положении ползуна пресса ползущки 15 благодаря наличию про- Ю точек на тяге 4 возвращаются действием пружин 16 в исходное положение, соединив, таким образом, тягу с механизмом выталкивания (фиг. 4). При подъеме ползуна пресса толкатель 13 благодаря наличию зазора сво- 15 бодно поднимается на высоту h тягой 4 через ползущки 15 до линии совмен ения последних с роликами 18. В этот период начинается процесс выталкивания заготовок. При этом усилие от тяги 4 передается через пол- 20 зущки 15, толкатель 13 рычагам 12, которые, поворачиваясь, выталкивают заготовку из рабочей полости матрицы выталкивателями 10. После заверщения выталкивания при дальнейщем подъеме толкателя 13 ползущки 15 25 выходят за пределы линии совмещения их с роликами 18. В этот период толкатель 13, упираясь в нижнюю плиту 2 устройства, останавливается. Тяга 4 разводит ползущки 15 и полностью выходит из зацепления с меха- 3D низмом выталкивания. Затем пружинами И выталкиватели 10, рычаги 12, толкатель 13 и ползушки 15 возвращаются в исходное поло
. . -
519265 жение, а тяга 4, поднятая в крайнее верхнее положение, создает возможность свободного перемещения и установки цредварительно сдеформированной заготовки в последующую матрицу. После этого процесс щтамповки и соответственно выталкивания повторяется, Формула изобретения 1. Устройство для многонереходной штамповки, содержащее верхнюю плиту с пуансонами и смонтированной в ней тягой, а также нижнюю плиту с установленными в ней матрицами и механизмом выталкивания заготовок, выполненным в виде взаимосвязанных выталкивателей, рычагов и толкателя, установленного соосно тяге, отличающееся тем, что, с целью обеспечения свободного перемещения заготовок по всей поверхности нижней плиты и повыщения надежности в работе, толкатель выполнен в виде втулки с диаметрально расположенными пазами, а также размещенных в последних подпружиненных относительно нижней плиты ползущек с профилированными поверхностями, при этом на свооодном конце тяги выполнены двусторонние нрофилированные нроточки под ползущки. 2. Устройство но п. I, отличающееся те.м, что нижняя плита снабжена роликами, установленными с возможностью взаимодействия с втулкой и ползущками.
fpuz 2
fi/. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Устройство для выталкивания | 1977 |
|
SU680911A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |