1
Изобретение относится к области автоматического управления металлорежущими станками и может быть применено во фрезерных, токарных, карусельных станках.
Известны системы управления автоматическим копированием, содержащие блок копирования с индуктивным датчиком, выходом подсоединенный к фазовому дискриминатору, усилитель сигнала задания, подключенный к каналу задающего напряжения и первому входу вращающегося трансформатора, второй вход которого соединен с выходом усилителя сигнала слежения, а третий вход вращающегося трансформатора через последовательно включенные редуктор и двигатель- с выходом усилителя сигнала привода поворота трансформатора. Выходы вращающегося трансформатора через соответствующие фазовые дискриминаторы подключены к координатным выходам системы.
Одним из недостатков таких систем является отсутствие простой коррекции износа режущего инструмента.
При использовании этих систем управления коррекцию износа режущего инструмента, например, после заточки, как правило, проводят заменой одного пальца копировального прибора другим калиброванного размера. Естественно, это приводит к усложнению инструментального хозяйства и в целом не
обеспечивает рещения поставленной задачи в части получения требуемой точности и простоты производства операции коррекции.
Цель изобретения - упрощение операции, 5 связанной с компенсацией износа режущего инструмента.
Это достигается тем, что в системе установлен регулятор компенсации, включенный между выходом первого фазового дискрими0 натора и входами усилителей сигналов слежения и привода поворота трансформатора.
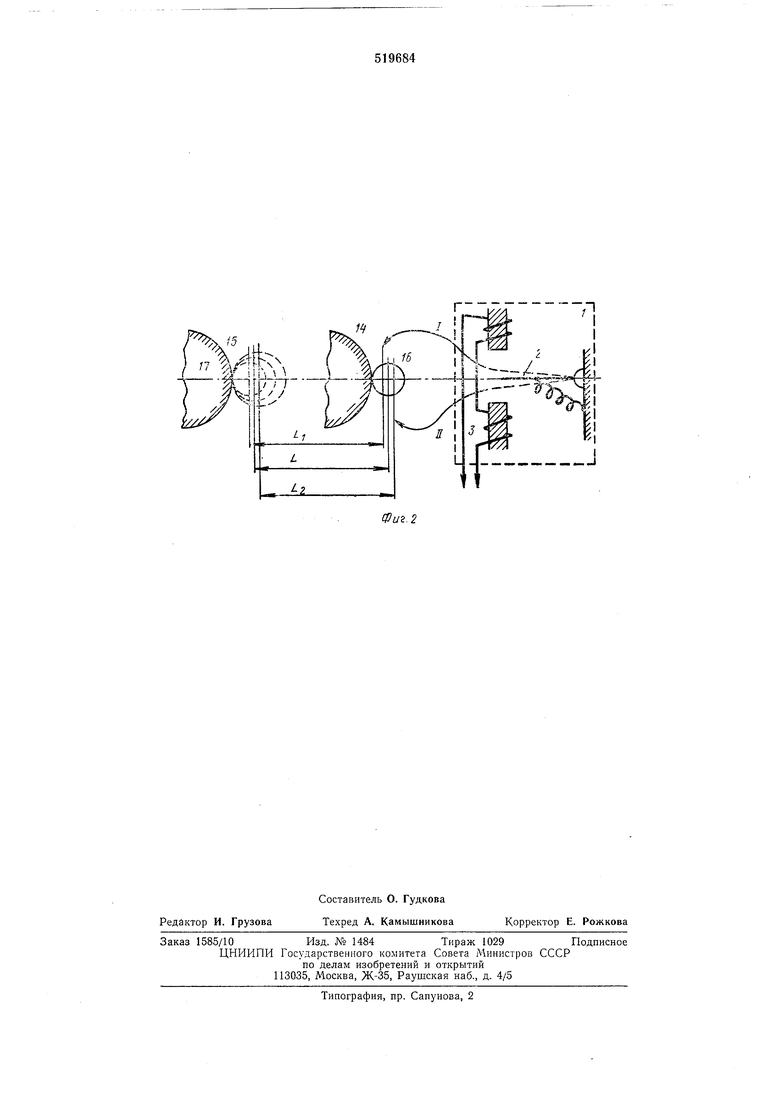
Блок-схема предлагаемой системы изображена на фиг. 1, а принцип ее работы поясняется фиг. 2.
5 Система содержит блок 1 копирования, с якорем 2 индуктивный датчик 3, первый фазовый дискриминатор 4, регулятор 5 компенсации, усилители сигналов задания 6, слежения 7 и привода поворота 8 вращающегося 0 трансформатора, вращающийся трансформатор 9, двигатель 10, редуктор 11, соответствующие фазовые дискриминаторы 12 и 13 следящих приводов координат х и у.
Иа фиг. 1 приняты следующие обозначё5 БИЯ: t/зад -задающее напряжение; Us - источник эталонного напряжения; Ux, Ну - напряжения управления приводов х w. у.
Рассмотрим работу системы управления
автоматическим копированием (см. фиг. 2).
0 При выбранных в соответствии с технологиЬ Й л
/f 

| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Следящий привод с коррекцией люфта в механической передаче | 1976 |
|
SU647646A1 |
| Следящий электропривод | 1974 |
|
SU607178A1 |
| СЛЕДЯЩАЯ СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО КОПИРОВАНИЯ | 1973 |
|
SU395234A1 |
| Импульсно-фазовая следящая система | 1982 |
|
SU1023280A1 |
| СИСТЕМА УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ СТАНКОМ | 1973 |
|
SU377727A1 |
| Система программного управленияМЕТАллОРЕжущиМ CTAHKOM | 1978 |
|
SU805262A1 |
| Следящий электропривод с компенсацией люфта | 1974 |
|
SU535550A1 |
| Следящая система | 1975 |
|
SU555377A1 |
| Устройство для управления металлорежущим станком | 1978 |
|
SU746421A1 |