(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕЗОПОЧНОЙ ФОРМОВКИ
кантователю 17 для осмотра и затем поступает в устройство 19.
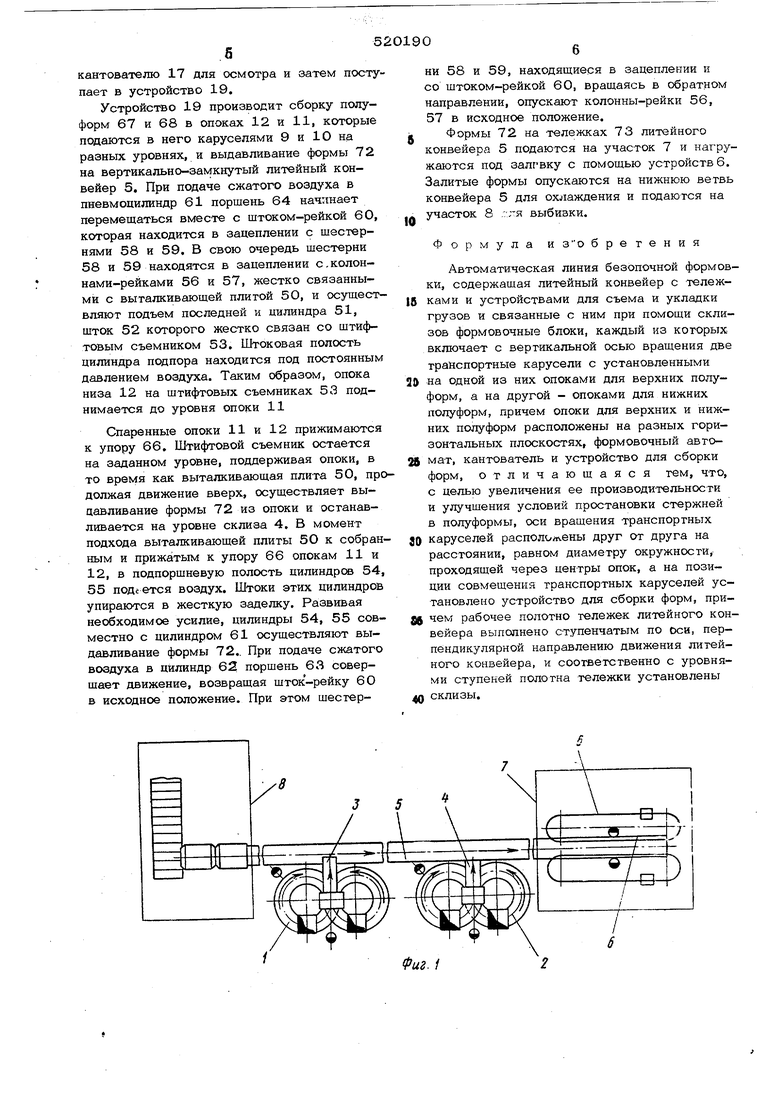
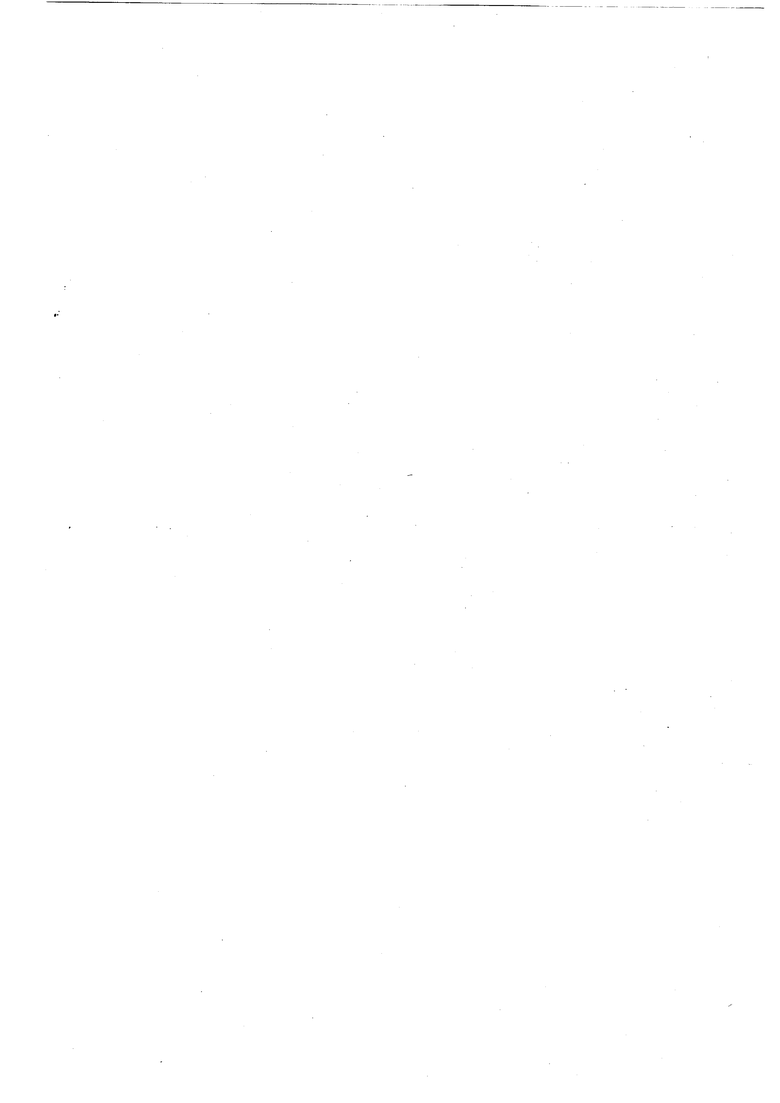
Устройство 19 производит сборку полуформ 67 и 68 в опоках 12 и 11, ксхторые подаются в него каруселями 9 и 10 на разных уровнях, и выдавливание формы 72 на вертикально-за1 ткнутый литейный конвейер 5. При подаче сжатого воздуха в пневмоцилиндр 61 поршень 64 начинает перемещаться вместе с штоком-рейкой 60, которая находится в зацеплении с шестернями 58 и 59. В свою очередь шестерни 58 и 59 находятся в зацеплении с.колоннами-рейками 56 и 57, жестко связанными с выталкивающей плитой 5О, и осуществляют подъем последней и цилиндра 51, шток 52 которого жестко связан со штифтовым съемником 53. Штоковая полость цилиндра подпора находится под постоянным давлением воздуха. Таким образом, опока низа 12 на штифтовых съемниках 53 поднимается до уровня опоки 11
Спаренные опоки 11 и 12 прижимаются к упору 66. Штифтовой съемник остается на заданном уровне, поддерживая опоки, в то время как выталкивающая плита 50, продолжая движение вверх, осуществляет выдавливание формы 72 из опоки и останавливается на уровне склиза 4. В момент подхода выталкивающей плиты 50 к собранным и прижатым к упору 66 опокам 11 и 12, в подпоршневую полость цилиндров 54, 55 подсется воздух. Штоки этих цилиндров упираются в жесткую заделку. Развивая необходимое усилие, цилиндры 54, 55 совместно с цилиндром 61 осуществляют выдавливание формы 72.. При подаче сжатого воздуха в Цилиндр 62 поршень 63 соверщает движение, возвращая шток-рейку 60 в исходное положение. При этом шее те рни 58 и 59, находящиеся в зацеплении и со штоком-рейкой 60, вращаясь в обратном направлении, опускают колонны-рейки 56, 57 в исходное положение.
Формы 72 на тележках 73 литейного конвейера 5 подаются на участок 7 и нагружаются под залгвку с помощью устройств 6. Залитые формы опускаются на нижнюю ветвь конвейера 5 для охлаждения и подаются на участок 8 : гя выбивки.
Формула и бретения
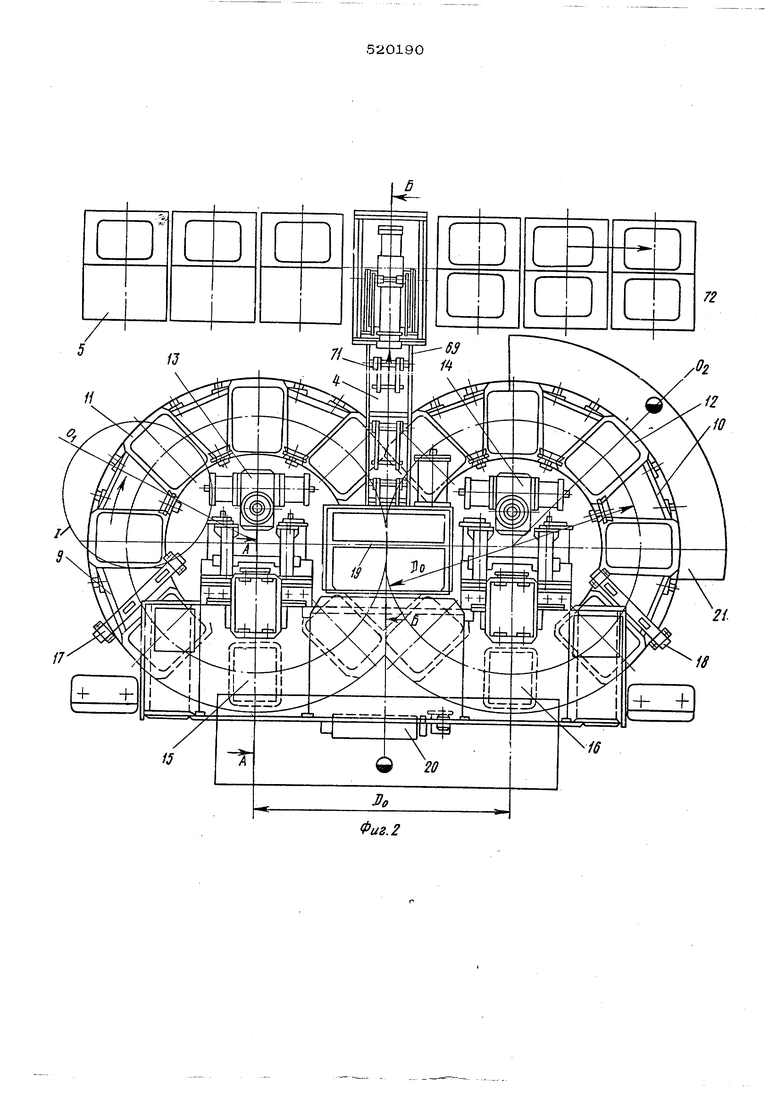
Автоматическая линия безопочной формовки, содержащая литейный конвейер с -тележками и устройствами для съема и укладки грузов и связанные с ним при помощи склизов формовочные блоки, каждый из которых включает с вертикальной осью вращения две транспортные карусели с установленными на одной из них опоками для верхних полуформ, а на другой - опоками для нижних полуформ, причем опоки для верхних и нижних полуформ расположены на разных горизонтальных плоскостях, формовочный автомат, кантователь и устройство для сборки форм, отличающаяся тем, что, с целью увеличения ее производительности и улучшения условий простановки стержней в полуформы, оси вращения транспортных каруселей располол ены друг от друга на расстоянии, равном диаметру окружности, проходящей через центры опок, а на позиции совмещения транспортных каруселей установлено устройство для сборки форм, причем рабочее полотно тележек литейного конвейера выполнено ступенчатым по оси, перпендикулярной направлению движения литейного конвейера, и соответственно с уровнями ступеней полотна тележки установлены клизы.
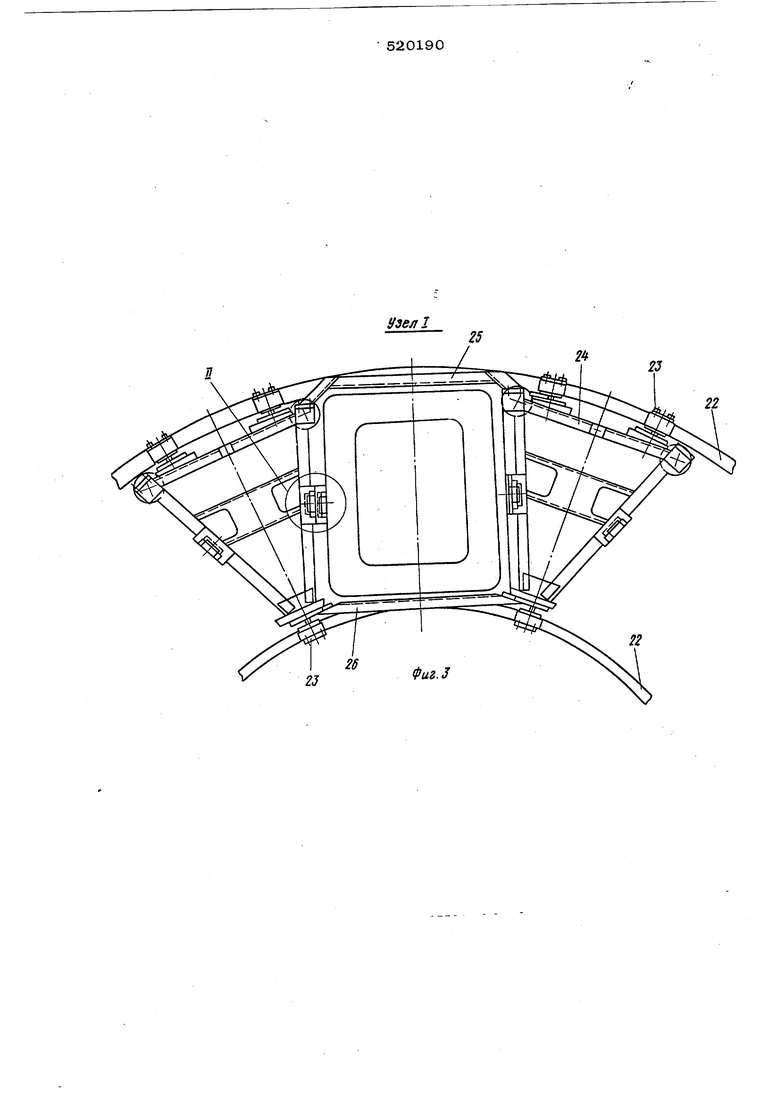
Фиг. f C C AC / v7x //AX/7
Изе/г /// //Q y// 5/ « vxNX o /x Я ;k x// y// / 59 63 Фиг. 5 62
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU555971A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Многопозиционная формовочная машина для изготовления литейных форм | 1976 |
|
SU741784A3 |
у
т
