1
Изобретение отиосится ж области производства noKpbiuieiK лневматичеоких шин, аапример :поК|рышек радиальной «01нстру1кции.
Иэвбстен способ абор1ки каркасов покрышек пневматических шии dj.
Указанный icinoco6 включает «аложен-ие, иа барабан слоев «apiKaca, обж-атие слоев по запЛечика1М бара;ба1на, ло-садку бортовых кол-ец и заворот слоев 1каркасана «рыло.
Недостатком HasecTHoiro способа является большое число операций и .невозможность полной механизации и автоматизации процесса.
Известен другой способ сборки .KapiKaicoa покрышек ПнеВМатичеоких шин, включающий «аложение бортовых лент и слоев каркаса на сжатые основной и вспомогательные сборочные барабаны с последуюш им разжимом основного барабана, посадку бортовых колец и заворот образующих боковины пак1рыш1Ки участков каркаса иа крыло 2J. Последний йз ужазанных выше способов является более близким к описываемому изобретению .
Недостатком зтОГО спосОба Я1ВЛЯется то, что При разжиме основного барабана увеличивается диаметр каркаса е средней егО части и происходит перемещение обеих кромок каркаса по наружным HOBepxHOiCTHM вспомогательных барабанов к центру основного . В результате этого переход от разжаТой части каркаса к неразжатой получается С углом Наклона нитей корда, что приводит к изменению длины этих нитей, зафиксироваиНЫх Между бортовыми кольцами. В покрышке возникают дефекты типа «извилистость нитей, «увод борта.
Целью изобретения является обеспечение равномерного распределения нитей корда в каркасе. Указанная цель достигается тем, что
перед разжимом Ооновйого барабана осуществляют Сжатие вспомогательных барабанов с образованием завора 1между их наружной поверхностью и слоями образующих боковины |покрыш1ки участков (каркаса.
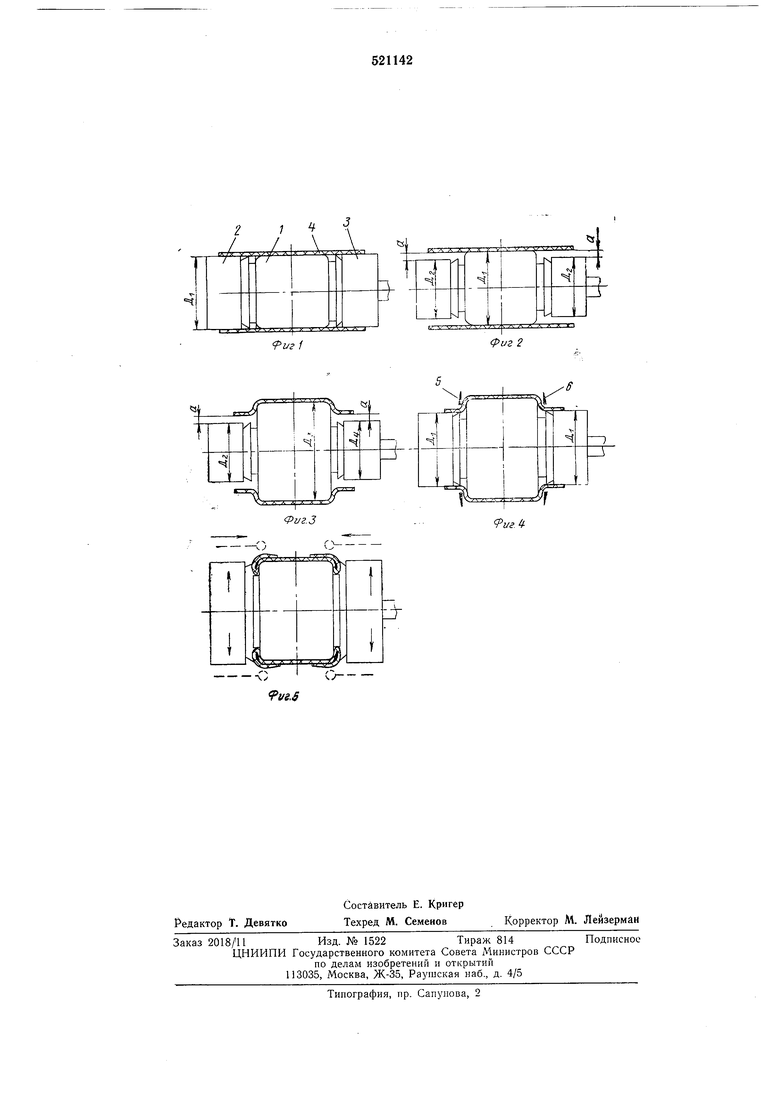
На фиг. 1-5 показаны последовательные операции предлагаемого опособа.
Накладывают бортовые ленты и Слои каркаса на основной 1 и Вопомогательные 2 и 3 сборочные барабаны. Образуют каркасный
браслет 4. В сжатом ноложении барабаны 1, 2, 3 имеют диаметр Дь Далее барабаны 2 и 3 сжимают до диаметра Д2.
В результате этого Образуется зазор а Между наружной поверхностью барабанов 2
и 3 и слоями Образующих боковИНы покрышки участков каркаса. Разжимают барабан 1 до диаметра Дз. Происходит у1Беличение диаметра каркаснсиго браслета в средн1ей его части. При этом диаметр Дз основного барабана
1 больше исходного диаметра Дь а диаметры
еспомогателыных барабанов 2 и 3 Д2 меньше исходного диамет1ра Дь
При образовании зазора а время его сущ-ествоваиил непродолжительно, -позтОМу овОбодные слои образующих б0:ковины покрышки участков Каркаса «е уоневают деформироваться в достаточной степени н слои только верхней кромкой коснутся барабанов 2 и 3.
В результате образования зазора а исключается трение материала каркаса 4 по поверхности вспомогательных барабанов 2 и 3 при разжиме основного барабана 1. Это ведет к плотному облеганию материалом каркаса заилечиков разжатого основного барабана 1 и устраняет наклон нитей корда при переходе от разжатой части каркаса к яеразжатой.
После разжима основного барабана; 1 .и получения верти1калыно щагоравлбнных к центру барабана торцев каркаса вспомогательные барабаны 2 и 3 одновременно р.азжимаются до исходного диаметра Дь В результате этого наружная поверхно сть в спомог-ательных барабанов 2 и 3 контактирует с внутренней поверхностью образующих боковины покрышки участков каркаса, устраняя завор а.
Далее фиксируют бортовые кольца 5 и 6 на образовавшихся торцах каркасного браслета. Разжимают вспомогательные бар абаны
2 и 3, заво.ра-чивают (кромки бра олета на бортовые кольца:. Да.Лбе осуществляют дальнейшие опер.ации сборки.
Формула изобретения
Способ сборки Каркасов покрышек пневматических шин, В Ключа1К щий наложшие бортовых л-ент л слоев каркаса «а сжатые основной
и вспомогательные сборочиые барабаны с ло|следующи,м разжимом основного бар.аба«а, посадку бортовых жолец и заворот образующих боковины ,ки участков |Каркаса иа крыло, отличающийся тем, что, с целью
Обеопечения ра вномерного распределения нитей корда в каркасе, Перед разж,И1Мом основного барабана осуществляют сжатие вспомогательных барабаиов с образованием зазара между их наружной поверхностью и -слоями
образующих боковины покрышки уча-стков каркаса.
Источники информации, принятые во внимание при зксПе ртизе.
. Ратулин В.В. Технология шинного производства, М., Изд. Химия, 1970, с. 252-254. 2. Бекин Н. Г. и др. Станки для сборки автомобильных покрышек, М., Изд. Машиностроение, 1974, с. 25-26 - прототип.
иг1
риг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU553803A1 |
| Способ сборки покрышек пневматических шин | 1976 |
|
SU853936A1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU554661A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Устройство для сборки покрышек пневматических шин | 1977 |
|
SU1521609A1 |
k
