1
Изобретение относится к обработке металлов давлением, в частности к оборудованию для гофрир1 вания полосового материала.
Известны штампы для гофрирования полос, содержащие матрицу, закрепленную на основании и имеющую выступы и впадины с формующими поверхностями, взаимодействующими с формующими поверхностями по крайней мере одного комплекта пуансонов, вьшолненных с постепенно уменьшающейся высотой.
Однако известный штамп требует сложную регулировку высоты пуансона в зависимости от механических свойств и толщины полосы для получения качественного гофрирования полосы.
С целью повышения качества гофрирования подаваемой на ребро полосы штамп снабжен направляющими, установленными на основании и выполненными в виде плиты с выступами, образующими совместно с выступами матрицы щель для подачи на ребро полосы, и с впадинами для направления взаимодействующих с ршми пуансонов. Формующие поверхности последних имеют гофрирующий и калибрующий участки, расположенные соответственно под углом преимущественно 30-45° к оси пуансона и параллельно его оси, а основание вьшолнено с окнами для выхода пуансонов.
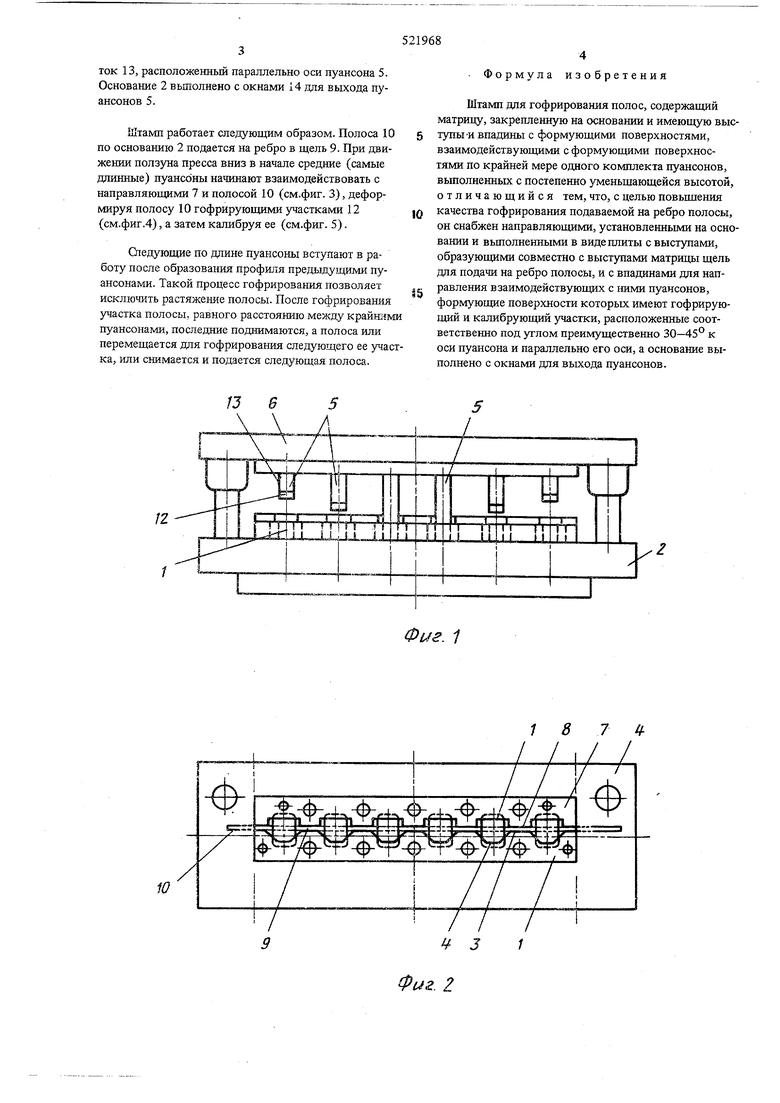
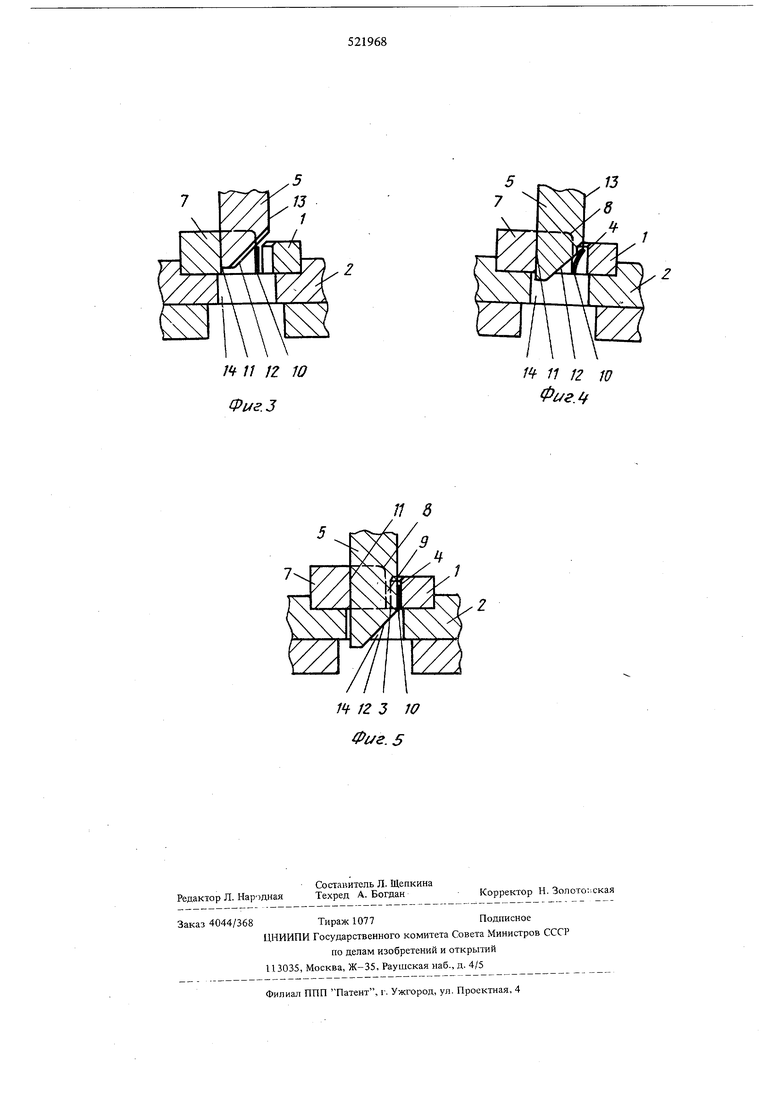
На фиг. 1 изображен штамп, общий вид; на фиг то же, вид сверху на матрицу и направляющие; на фиг. 3-5-этапы гофрирования полосы.
Штамп содержит матрицу 1, закрепленную на основании 2 и имеющую выступы 3 и впадины 4 с формирующими поверхностями, взаимодействующие с формующими поверхностями пуансонов 5.
Пуансоны 5 имеют разную и постепенно уменьшающуюся высоту и закреплены в плите 6 штампа, взаимодействующей с ползуном пресса (на чертеже не показан). Один пуансон отличается от другого на высоту, равную по крайней мере высоте матрицы 1.
На плите 6 может быть установлено несколько комплектов пуансонов (на фиг. 1 показана установка двух комплектов пуансонов).
На основании 2 закреплены направляющие 7, вьшолненные в виде плиты с выступами 8, образующие с выступами 3 матрицы 1 щель 9 для подачи на ребро полосы 10, и впадинами 11 для направления пуансонов 5, взаимодействующих с ними. Формующие поверхности пуансонов 5 имеют гофрирующий участок 12, расположенный под углом преимущественно 30-45° к оси пуансона 5, и калибрующий участок 13, расположенный параллельно оси пуансона 5. Основание 2 вьшолнено с окнами 14 для выхода пуансонов 5. Штамп работает следующим образом. Полоса 10 по основанию 2 подается на ребро в щель 9. При движении ползуна пресса вниз в начале средние (самые дяшшые) пуансоны начинают взаимодействовать с направляющими 7 и полосой 10 (см.фиг. 3), деформируя полосу 10 гофрирующими участками 12 (см.фиг.4), а затем калибруя ее (см.фиг. 5). Следующие по длине пуансоны вступают в работу после образования профиля предыдущими пуансонами. Такой процесс гофрирования позволяет исключить растяжение полосы. После гофрирования участка полосы, равного расстоянию между крайним пуансонами, последние поднимаются, а полоса или перемещается для гофрирования следующего ее уча ка, или снимается и подается следующая полоса. /J
Фие. 1 6 . Формула изобретения Штамп для гофрирования полос, содержащий матрицу, закрепленную на основании и имеющую выступы-и впадины с формующими поверхностями, взаимодействующими с формующими поверхностями по крайней мере одного комплекта пуансонов, выполненных с постепенно уменьшающейся высотой, отличающийся тем, что, с целью повьпнения качества гофрирования подаваемой на ребро полосы, он снабжен направляющими, установленными на основании и вьшолненными в виде плиты с выступами, образующими совместно с выступами матрицы щель для подачи на ребро полосы, и с впадинами для направления взаимодействующих с ними пуансонов, формующие поверхности которых имеют гофрирующий и калибрующий участки, расположенные соответственно под углом преимущественно 30-45° к оси пуансона и параллельно его оси, а основание выполнено с окнами для выхода пуансонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Штамп для гофрирования длинномерных заготовок | 1982 |
|
SU1094646A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для гофрирования ленты | 1975 |
|
SU551082A1 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| Штамп для изготовления гофрированной ленты | 1978 |
|
SU751469A2 |
Фиг. Z
11 12 W
.
