валки клети. Затем полосы огибают цилиндрические поверхности смеиичющих роликов и также совместно задаются в рабочие валки следующей клети. Задача полос в клети 3 и 4, а также в смеш,ающие ролики, установленные между клетями 2, 3 н 3, 4, осуществляется аналогично задаче полос в клети 1 и 2 и в смещающие ролики, установленные между этими клетями.
После выхода концов полос из рабочих валков клети их раздельно заправляют в щели барабанов моталок и, поворачивая барабаны разматывателей и моталок, создают необходимое натяжение между клетями, моталками и разматывателями.
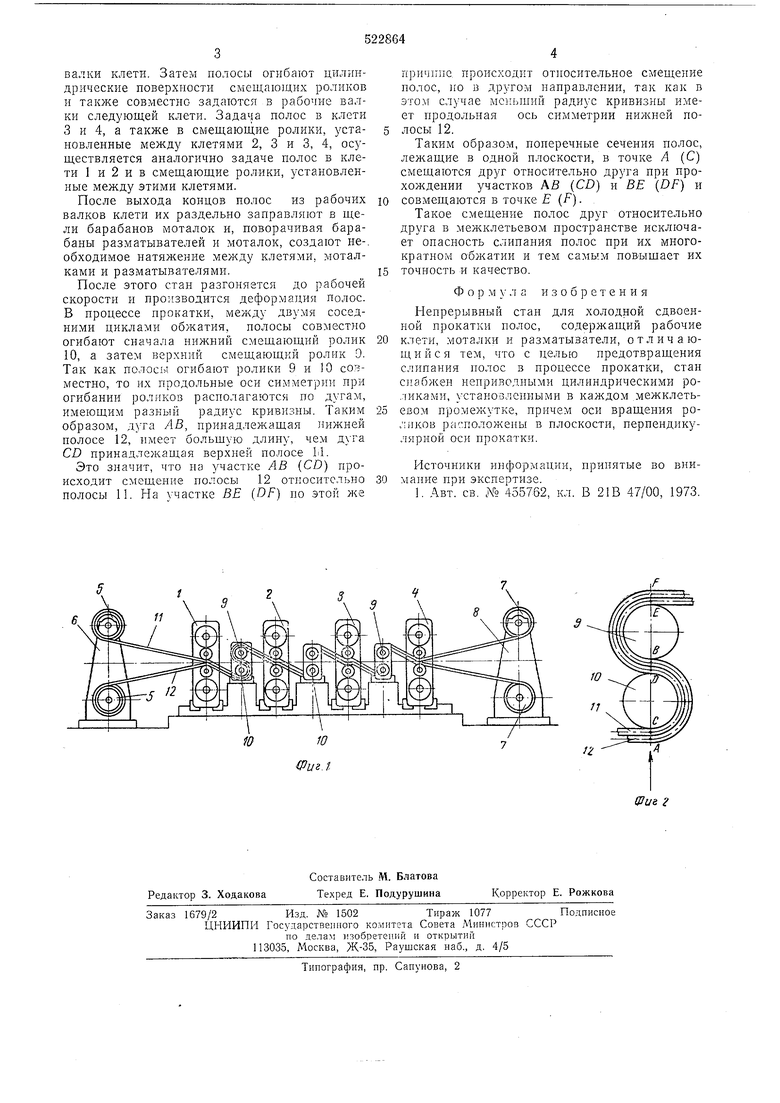
После этого стан разгоняется до рабочей скорости и производится деформация полос. В процессе прокатки, между двумя соседними циклами обжатия, полосы совместно огибают сначала нижний смещающий ролик 10, а затем верхний смещающий ролик 9. Так как полосы огибают ролики 9 и 10 совместно, то их продольные оси симметрии при огибании роликов располагаются по дугам, имеющим разный радиус кривизны. Таким образом, дуга АВ, принадлежащая нижней полосе 12, имеет большую длину, чем дуга CD принадлежащая верхней полосе LI.
Это значит, что на участке АВ (CD) происходит смещение полосы 12 относительно полосы 11. На участке BE (DF по этой
ггричиие происходит относительное смещение нолос, }iO в другом направлении, так как в это.1 случае меньший радиус кривизны имеет продольная ось симметрии нижней полосы 12.
Таким образом, поперечные сечения полос, лежащие в одной нлоскости, в точке Л (С) смещаются друг относительно друга при прохождении участков AS (CD) и BE (DF) и совмещаются в точке Е (F).
Такое смещение полос друг относительно друга в межклетьевом пространстве исключает опасность слипания полос при их многократном обжатии и тем самым повышает их точность и качество.
Формула изобретения
Непрерывный стан для холодной сдвоенной прокатки полос, содержащий рабочие клети, моталки и разматызатели, отличающийся тем, что с целью иредотвращения слипання полос в процессе прокатки, стан снабжен неириводиыми цилиндрическими роликами, установленными в каждом межклетьевом промежутке, причем оси вращения роликов расположены в плоскости, пернендикулярной оси прокатки.
Источники информации, принятые во внимание при экспертизе.
1. Авт. св. NO 455762, кл. В 21В 47/00, 1973.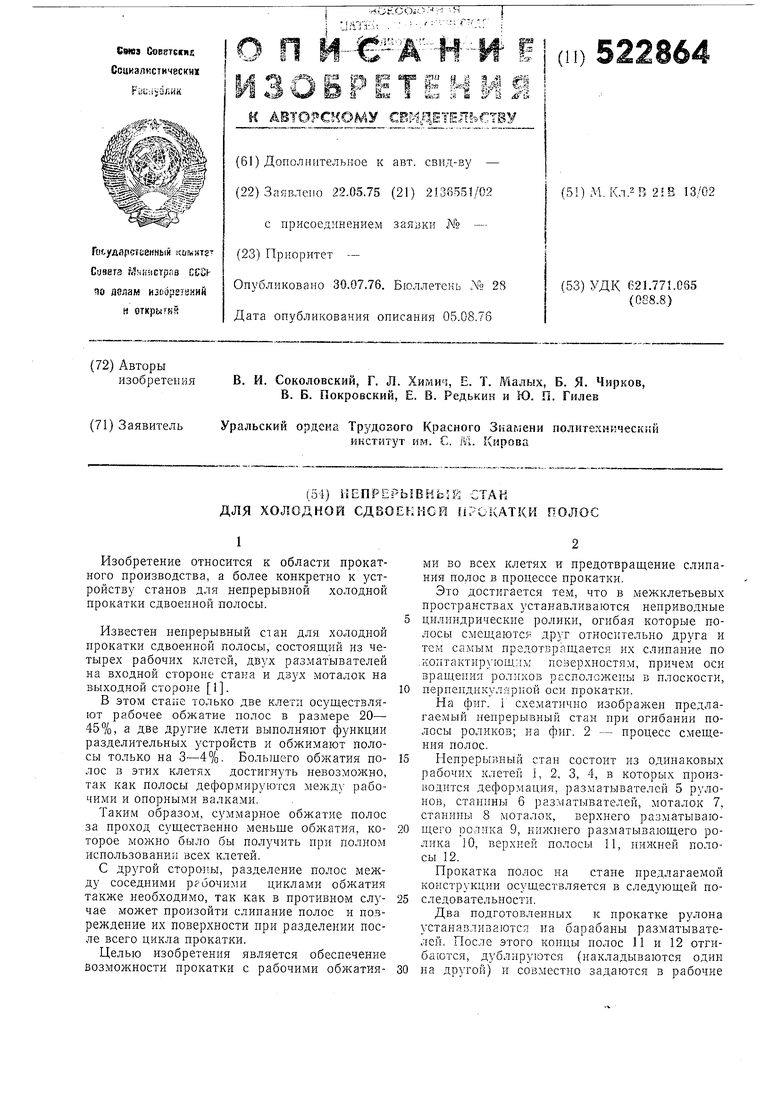
| название | год | авторы | номер документа |
|---|---|---|---|
| Разделительное устройство непрерывного стана холодной сдвоенной прокатки полос | 1975 |
|
SU549192A1 |
| Непрерывная группа стана для производства тонких полос | 1986 |
|
SU1570808A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| Способ холодной прокатки полос | 1976 |
|
SU655455A1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| Установка для правки полос | 1975 |
|
SU596325A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
