ки на непрерывном стане работает следующим образом.
Подготовленные к прокатке две полосы, свернутые в рулоны, устанавливаются на барабаны разматывателей и закрепляются на них. Концы полос отгибаются и совместно задаются в рабочие валки первой по ходу прокатки клети 3. Затем полосами раздельно огибаются нанравляющле ролики 9 и нажимные валки 6 и совместно задаются в следующую рабочую клеть. После задачи полос на все разделительные устройства и рабочие клети, они раздельно заправляются в моталки 4, после чего устанавливается требуемый раствор валков в рабочих клетях стана. Требуемое натяжение на участке между рабочей клетью и моталками между рабочей клетью и разматывателями устанавливается путем поворота барабанов моталок и разматывателей.
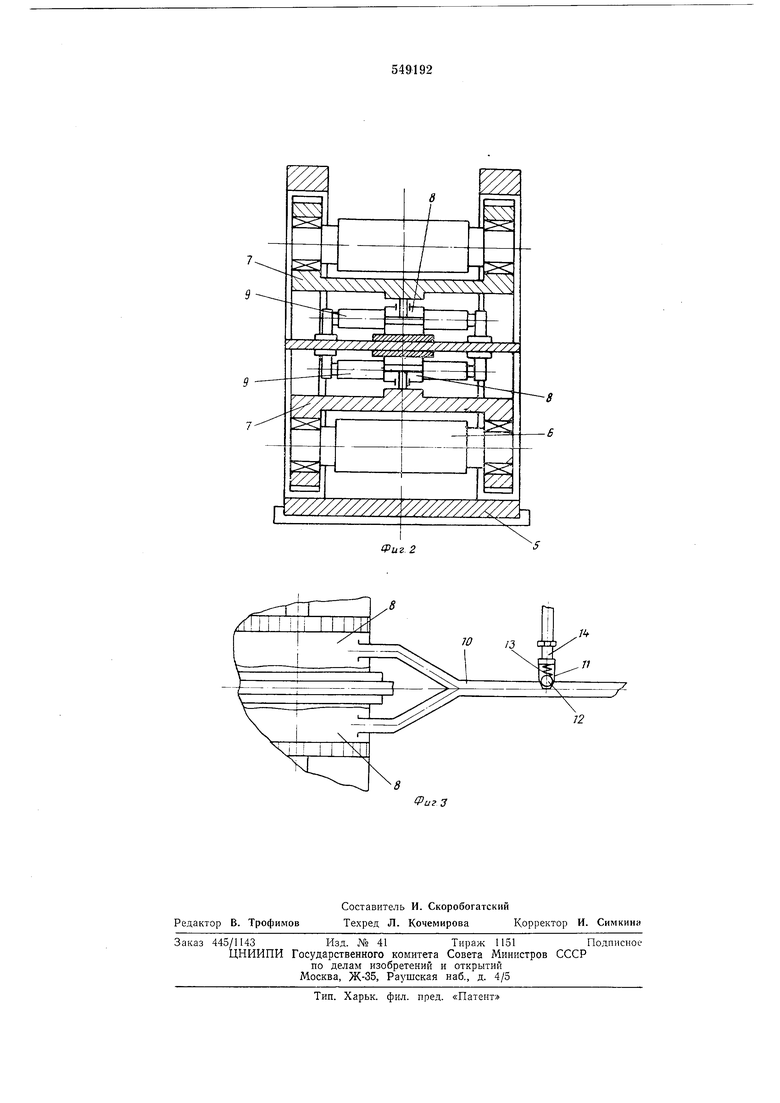
Установка требуемого натяжения в межклетьевых пространствах осуществляется при помощи разделительных устройств, при этом путем поворота регулировочной гайки 14 перепускного клапана устанавливается такое усилие в пружине 13, при котором шарик 12 будет запирать клапан до достижения в си. стеме требуемого давления жидкости, соответствующего заданной величине натяжения полос. По достижении такого давления клапан открывается, и жидкость начинает циркулировать в системе насос-бак.
После установки требуемого натяжения на всех участках прокатываемых полос, стан разгоняется до рабочей скорости и осуществляется деформация полос. В процессе прокатки, например, за счет неоднородности в механических свойствах полос, возможно появление неравенства в их натяжениях и отклонение величины натяжения от номинальной. При этом происходит либо увеличение, либо уменьщение давления жидкости в едином
или обоих гидроцилиндрах 8, которое компенсируется за счет дополнительной подачи жидкости в цилиндры при замкнутом клапане (уменьшение величины натяжения) или за счет перетекания жидкости из гидроцилиндров в бак при открытом клапане (увеличение натяжения).
При совместной прокатке полос на станс с использованием предлагаемого устройства обеспечивается ровное и постоянное натяжение в межклетьевых пространствах и исключается слипание полос. Обеспечивание постоянного натяжения и исключение слипания полос повышает точность разделения полос и нх качество.
Формула изобретения
Разделительное устройство непрерывного стана холодной сдвоенной прокатки полос, содержащее станину, установленные с возможностью вертикального перемещения нажимные валки с подушками, поршневой гидропривод валков, направляющие ролики, установленные в станине, отличающееся тем, что, с целью упрощения заправки прокатываемой полосы и поддержания в ней постоянного натяжения, подушки нажимных валков выполнены П-образной формы, горизонтальные перемычки которых обращены одна к другой, а цилиндры перемещения установлены между перемычками и смонтированы по оси станины между направляющими роликами, при этом цилиндры подсоединены
к общему трубопроводу с регулируемым перепускным клапаном.
Источник информации, принятый во внимание при экспертизе:
1. Книга «Механическое оборудование цехов холодной прокатки, под ред. Химича Г. Л., Машиностроение, 1962 г., стр. 287-30 1.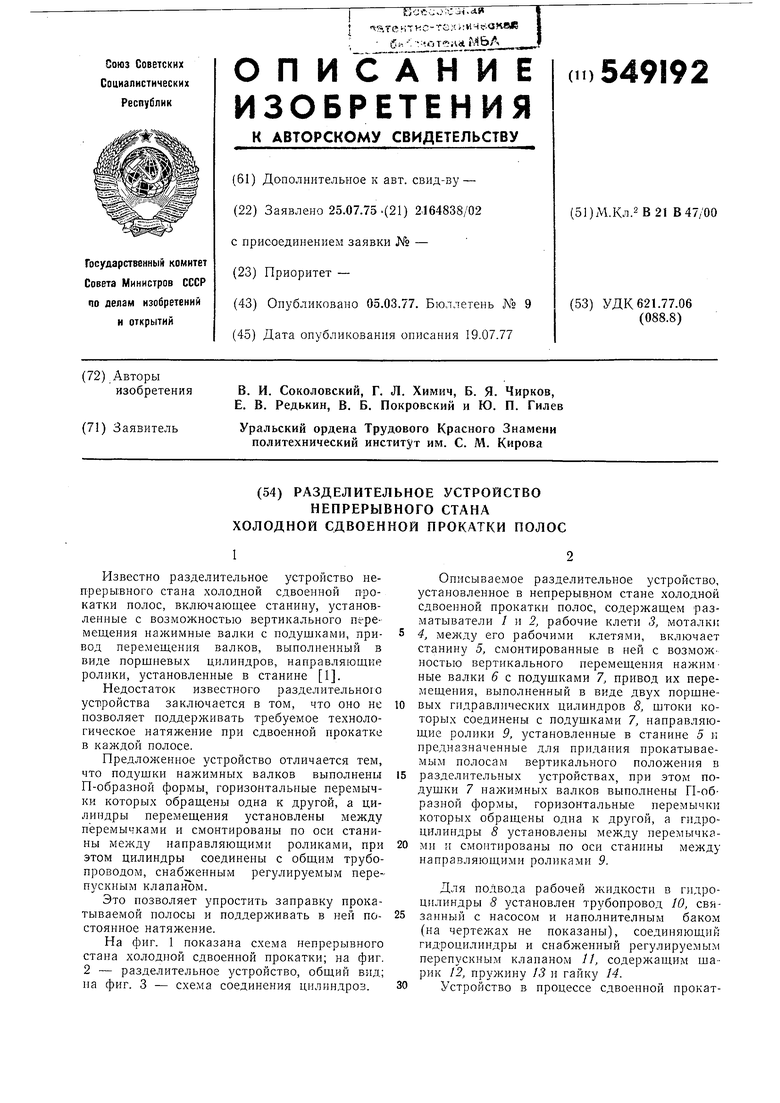

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Непрерывный стан для холодной сдвоенной прокатки полос | 1975 |
|
SU522864A1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для измерения натяжения полосы при смотке в рулон | 1981 |
|
SU1044358A1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
Фиг 2
12
