1
Изобретение относится к ультразвуковой дефектоскопии и может быть использовано для определения характера, размера и ориентации дефектов.
Известен способ ультразвукового контроля изделий с использованием передвигаемых искателей с различными углами ввода для определения характера дефектов.
В известном способе измеряют индикатрису рассеяния дефекта и по ее огибающей судят о плоскостном или объемном характере дефекта.
Цель изобретения - повышение точности определения размеров и ориентации дефектов
Для этого излучение и прием ультразвуко вых колебаний осуществляют с переменными углами ввода ультразвука, измеряют для каждого иска-теля интервалы его перемещения между максимумами огибающей амплитуды эхо-синаглов, полученными от боковых лепестков индикатрисы рассеяния дефекта, и определяют по их соотнощению искомые параметры.
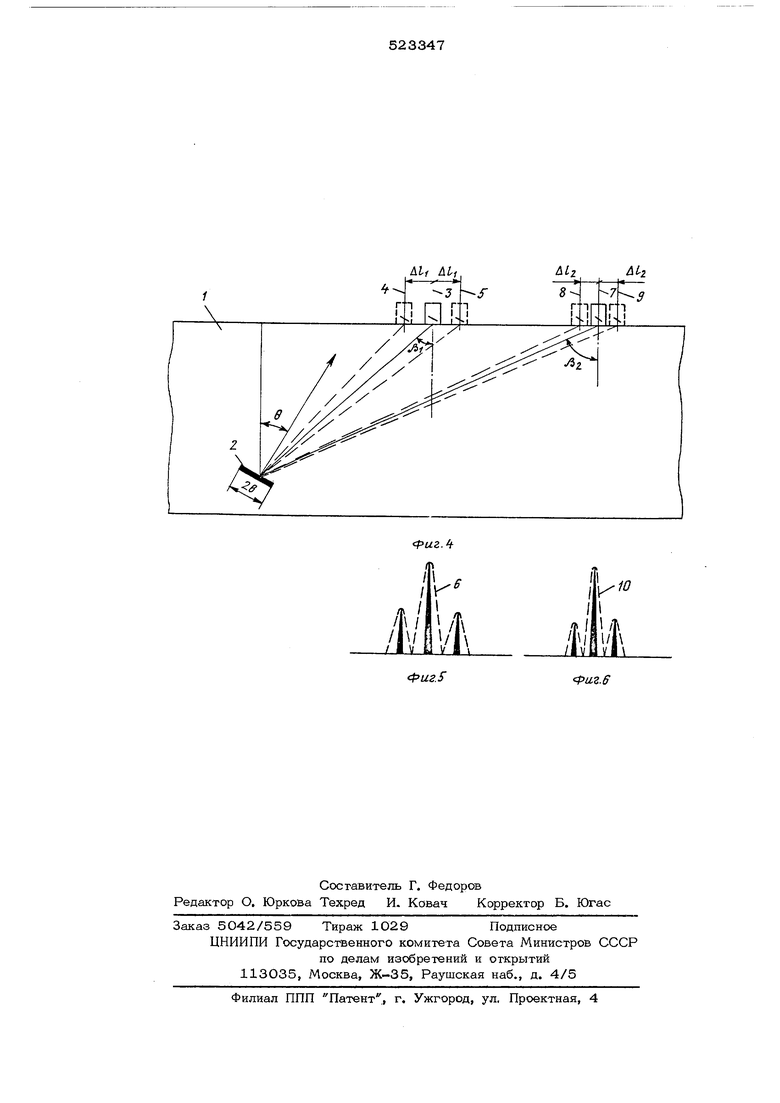
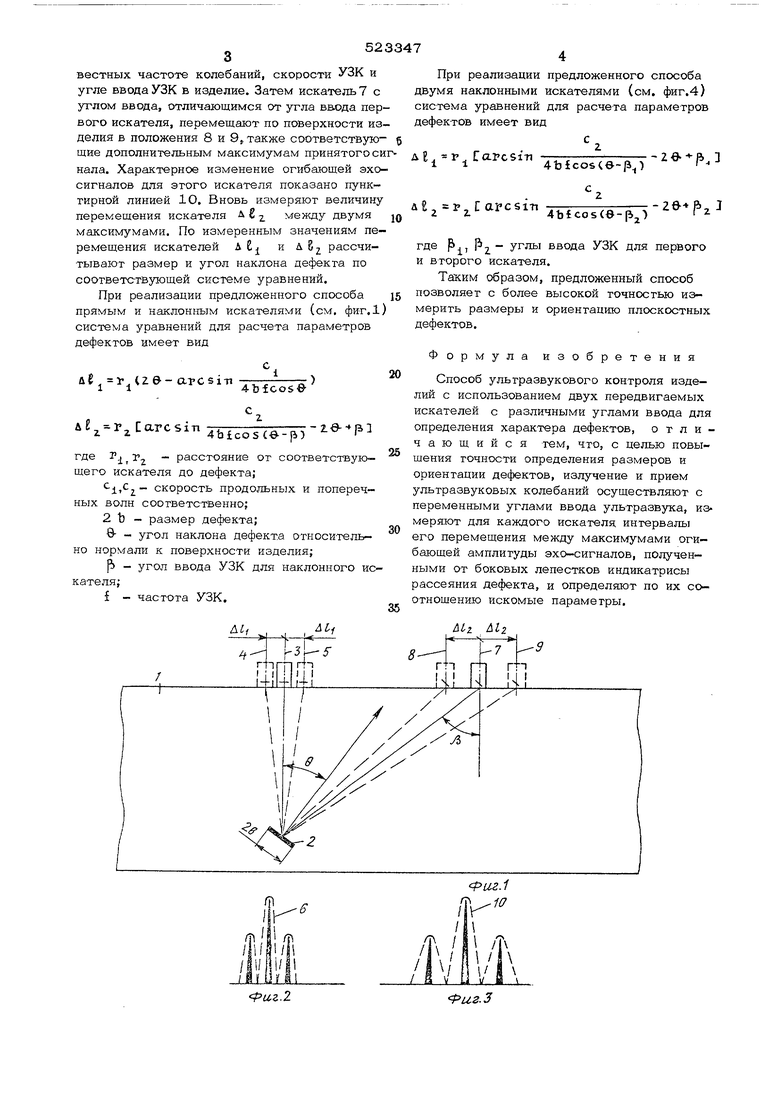
На фиг. 1 показана схема реализации предложенного способа двумя искателями:
прямым и наклонным; на фиг. 2 и 3 - осциллограммы, снятые с экрана дефектоскопа для прямого и наклонного искателей; на фиг, 4 - схема реализации предложенного способа двумя искателями; на фиг. 5 и 6 - осциллограммы, снятые с экрана дефектоскопа для двух наклонных искателей.
Согласно предложенному способу при обнаружении в изделии 1 дефекта 2 искателем 3 определяют характер этого дефекта методом индикатрис рассеяния.
Если дефект классифицирован как объемный, то, измеряя амплитуду эхо-сигнала, можно определить размер дефекта. Для измерения размера и ориентации плоскостного дефекта 3 перемещают по поверхности изделия в положения 4 и 5, соответствующие дополнительным максимумам принятого сигнала. Ха- рактерное изменение огибающей эхо-сигналов на экране дефектоскопа показано пунктирной линией 6, Измеряют величину перемещения искателя t между двумя максимумами.
Количество максимумов и расстояние между ними являются функцией, главным образом, размера и ориентации дефекта пои. известных частоте колебаний, скорости УЗК и угле вводаУЗК в изделие. Затем искатель с углом ввода, отличающимся от угла ввода пер вого искателя, перемещают по поверхности из делия в положения 8 и 9f также соответствую щие дополнительным максимумам принятого с нала. Характерное изменение огибающей эхо сигналов для этого искателя показано пунктирной линией 10. Вновь измеряют величину перемещения искателя Д 2. между двумя максимумами. По измеренным значениям пе ремещения искателей Л . и Д 8 рассчитывают размер и угол наклона дефекта по соответствующей системе уравнений. При реализации предложенного способа прямым и наклонным искателями (см. фигД система уравнений для расчета параметров дефектов имеет вид л5 i.U&- arcsin 4bfcoseл2, г, Carcsin -гв-- |з 4bicos(e-|i) где -1,2. расстояние от соответствующего искателя до дефекта; С-.1,с скорость продольных и поперечных волн соответственно; 2 b - размер дефекта; в- - угол наклона дефекта относи-тельно нормали к поверхности изделия; р) - угол ввода УЗК для наклонного искателя;f - частота УЗК, При реализации предложенного способа двумя наклонными искателями (см. фиг.4) система уравнений для расчета параметров дефектов имеет вид Е, .хт, 4b cose-p,)- z e.P CarcsiT. ., J где f Pz Углы ввода УЗК для первого И второго искателя. Таким образом, предложенный способ позволяет с более высокой точностью измерить размеры и ориентацию плоскостных дефектов. Формула изобретения Способ ультразвукового контроля изделий с использованием двух передвигаемых искателей с различными углами ввода для определения характера дефектов, отличающийся тем, что, с целью повышения точности определения размеров и ориентации дефектов, излучение и прием ультразвуковых колебаний осуществляют с переменными углами ввода ультразвука, измеряют для каждого искателя интервалы его перемещения между максимумами огибающей амплитуды эхо-сигналов, полученными от боковых лепестков индикатрисы рассеяния дефекта, и определяют по их соотношению искомые параметры. AZ-f
игЛ
ю
/к
Г
,Т 1 Ф
Т1Я1/1 /ЬУУДу
Фие
ри.г.6 лг-/,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 1974 |
|
SU529412A1 |
| Способ ультразвукового контроля изделий | 1974 |
|
SU523346A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ ИНДИКАТРИСЫ РАССЕЯНИЯ ДЕФЕКТА ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2581083C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Способ ультразвукового контроля материалов | 1976 |
|
SU607137A1 |
| Способ неразрушающего контроля керамических изделий ультразвуковым методом | 2022 |
|
RU2787645C1 |
| Способ ультразвукового контроля изделий качающимся лучом | 1989 |
|
SU1732258A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ И УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2039979C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАГРАММЫ НАПРАВЛЕННОСТИ ПЬЕЗОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2581082C1 |