(54) гаДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВАЛОВ ШТАМПОВКИ КОЛЕНЧАТаХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Автоматическая линия для изготовления деталей типа спиц | 1986 |
|
SU1412932A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| ВСЕСОЮЗНАЯ ;|^Kimiu'i^"^-----^-^ЩБИБЛИО ' НКАI | 1970 |
|
SU282191A1 |
| Гидравлическое нагружающее устройтсов | 1973 |
|
SU472276A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
Изобретение относится к прессостроению и предназначено для производства .специализированных прессов для штамповки коленча-тых валов методом гибки с высадкой.
Известен гидравлический пресс для штамповки коленчатых валов, содержащий станину с перемешающимися от i гидроцилиндров навстречу один другому двумя высадочными ползунами и перемещающийся; перпендикулярно направлению перемещения высадочных ползунов гибочный ползун с приводом от гидроцилиндра.
Недостатком такого пресса является сложность осуществления регулировки раэличного технологически необходимого соотношения ходов высадки и гибки при штамповке разных типоразмеров коленчатых ва- лов, малая надежность и высокая стоимость распределительной аппаратуры,
В предлагаемом прессе эти недостатки устранены за счет того, что пресс сна6;кен по крайней мере, одним регулирую.щим гидррципиндроМ1 пдлость которого соединена с полостью гибочногх гидроцилиндра, корпус шарнирно закреплен на с .санине пресса, а плунжер подвижно связан с одним из высадочных иэлзунов посредством регулируе мой опоры
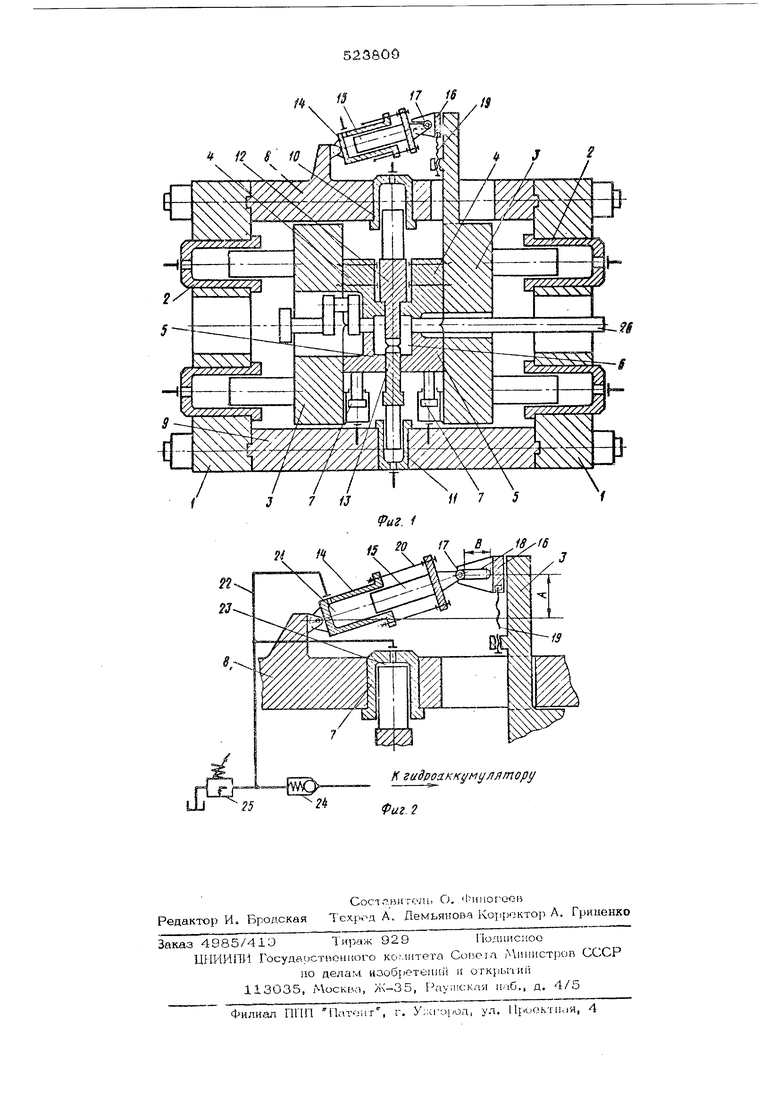
На фиг. 1 изображен один иЗ возможных вариантов конструкш и пресса в конечном положении деформчрования, продольный горизонтальньгй разрез; на фиг, 2 - регулирующий гидроцияиндр в 1ИСХОДНОМ положений.
Пресс состоит из станины, в траверсах 1 которой размещены силовые гидроцилиндры 2, приводящие в движение навстречу друг другу высадочные ползуны 3. К высадочным ползунам 3 крепятся разъемные попу матрицы 4 и 5, в. которых вьшолнена гравюра 6, образующая форму щеки коленчатого вала, Полум .трицы 4 крепятся к высадочным ползунам 3j неподвижно, а по луматрицы 5 имеют возможность перемещения по высадочным ползунам 3 с помощью зажимных гидрош1линдров 7. В стойках 8 и О станины пресса размещены гибочный гидроцилиндр 10 и гибочный гидродилиндр I подпора 11s приводящий в движение соот
ветственно гибо ный 12 и гя6оч ;ый пояэун нодпора 13
Привод гибочвого гадрощшнядра 10 осу.ществляется регуплруюшдм гидроилляндром (фиг 2)5 корпус 14 которого шарнирно закреплен на 8 стагшны пресса а , 1шунжер 15 связан с регулй.руемой опорой 16 посредством ролика 17s входящего в пазы 18 опоры 16« Регулировка расс.гоя- ния AS т«е. исходнетхэ иодожет1Я oiiopbil6s производится винтовой парой 19, а регулировка положения ропика 17 в пазах 18 .е. величины В, - Виитакш 2О. Полость 21 регулирующего гйдроцит 1ндра соединена тру бопроводом 22 с полостью 23 гибочного гидроцихшндра 7, Подпитка гидпоцилиндров осуществляется от гидроакв;умулятора или1 от насоса (не показаны) через обратный клапан 24, Предохранение от перегрузоЕ обеспечивает клапан 25 настраиваемый М заданное давление щтамповш.
Предлагаемый пресс работает следующим образом.
После того, как заготовка 26 загружена на ось пресса и зажата rKapoiuinH -UT.paNW 7 по коренным шейкам и гидроципиндром 11 цо шатунной шейке, в полости высар,очньи(; гидродили1щров 2 подается лшдкость высокого давлен{1Я. Это вызывает леремешение ползунов 3, осуществляющих высадку шек коленчатого вала матрицами 4 и 5. Одновременно начинается перемещение регулирую- щего Г здро1шлиндра При этом ролик 17 движется по пазамопоры 16, а корпус 14 поворачивается в шарнирной опоре. Когда зазор выбрат, начинается перемещение плунжера 15 относительно корпуса 14, в результате чего повышается давление в полости гибочного гидроцилиндра 10 и начинается процесс гибки, Всгличина хода г-ибки определяется заданным эксцентриситетом, а его продолжительность, т.е. момент окончания по отношению к ходу вьюадки, - соотношением диаметров гибочного 10 и ре(гулирующего 14 гидроципнндров и величиной настройки А.
Диаметр регулируюнюго гидрошшиндра выбирается из условия одновременного окончания ходов гибки и высадки (величина А
при этом является h aKCHMa/UjHoS), а объем подаваемой tiei-улирующей гидроц:.линдром жидкости должен быть достаточен для совершения хода гибки. В этом случае при минимальной величине настройки А (ЛИЗ) ход гибки закончится раньше хода высадки вследствие увеи ьячения хода регулирующего гндро1шлиндра S, как следствие, увеличения объема жидкости,, подаваемой в гибочный гидро- лнлиндр 10а а избыточный объем жидкости при продсчожении движения высалочногО| ползуна 3 Опизается через предохракительныЛ клапан 2а
Момен,- начала хода гибки обеспечивается настройкой величины В. При В, равной .. нулю, ход гибки начинается практически одновременно с ходом высадки (за исключением незг;ачитепьн;ой велл1чины хода, необходи- MOIX) шш сжатия жидкости до величины рабочего давления);,
При В, равной максимальной величине, ход гибки начинается соответственно позднее
.Очевидно,; что возможны и промежуточные варианты настройки величин А и В, при которых гибка начинается позднее хода высадки и заканчивается раньше него. Выбор Величин А и В определяется конфигурацией ; .:.:..: .кошепием размеров щек коленчатого
Формула изобретения
Гидравлический пресс для штамповки коленчатых ваЛов, содержащий станину с перемещающимися от гидроцилиндров навстречу один дру1Х1му двумя высадочными ползунами и перемещаюшийсй перпендикулярно направлению перемещения высадочных ползунов гибочный ползун с приводом от гидроцилиндра, отличающийся тем, что, с целью повышения качества штамповки, надежности и снижения стоимости пресса, он снабжен, по крайней wepej одним регулируюшимгидрСЦИлиндром, полость которого соединена с полостью гибочного гидроцилиндра, корпус шарнирно закреплен на станине пресса, а плунжер подвижно связан с одним из высалочньЕХ ползунов посредством регулируемой опоры. J 7 /Jff 7 5
fi
-f4
25 17 IS Риг. i
Кгидроаккумулятор / Фиг. 2 ,1
