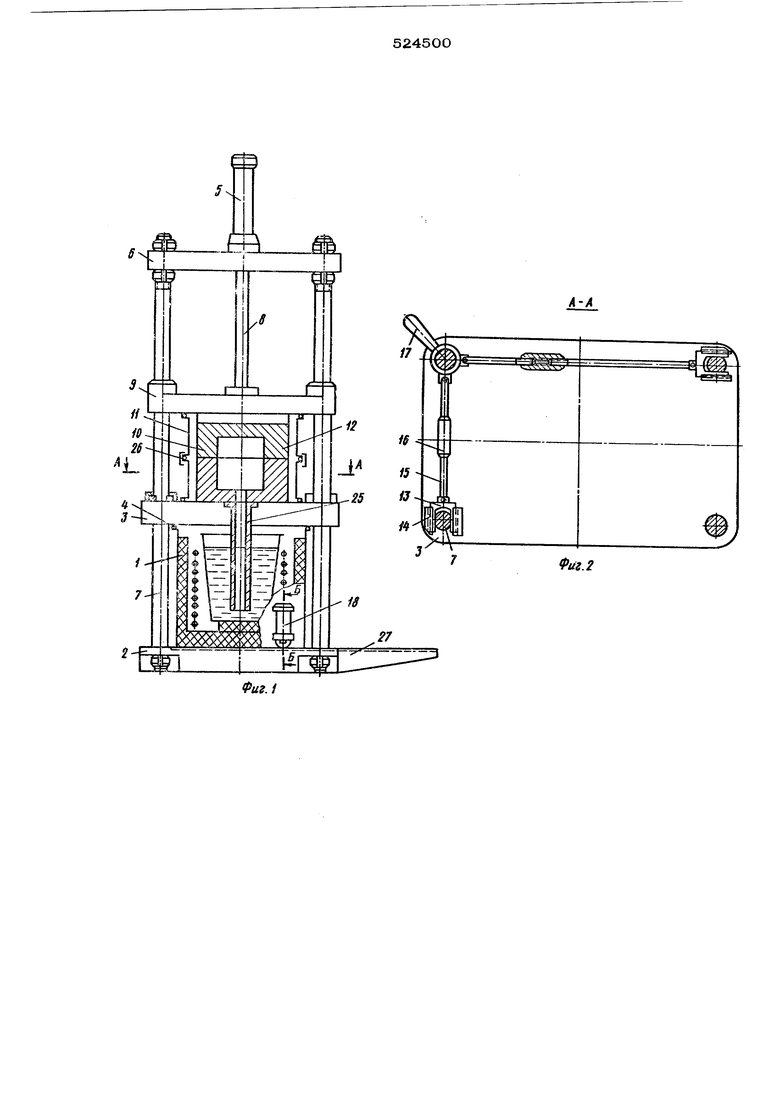
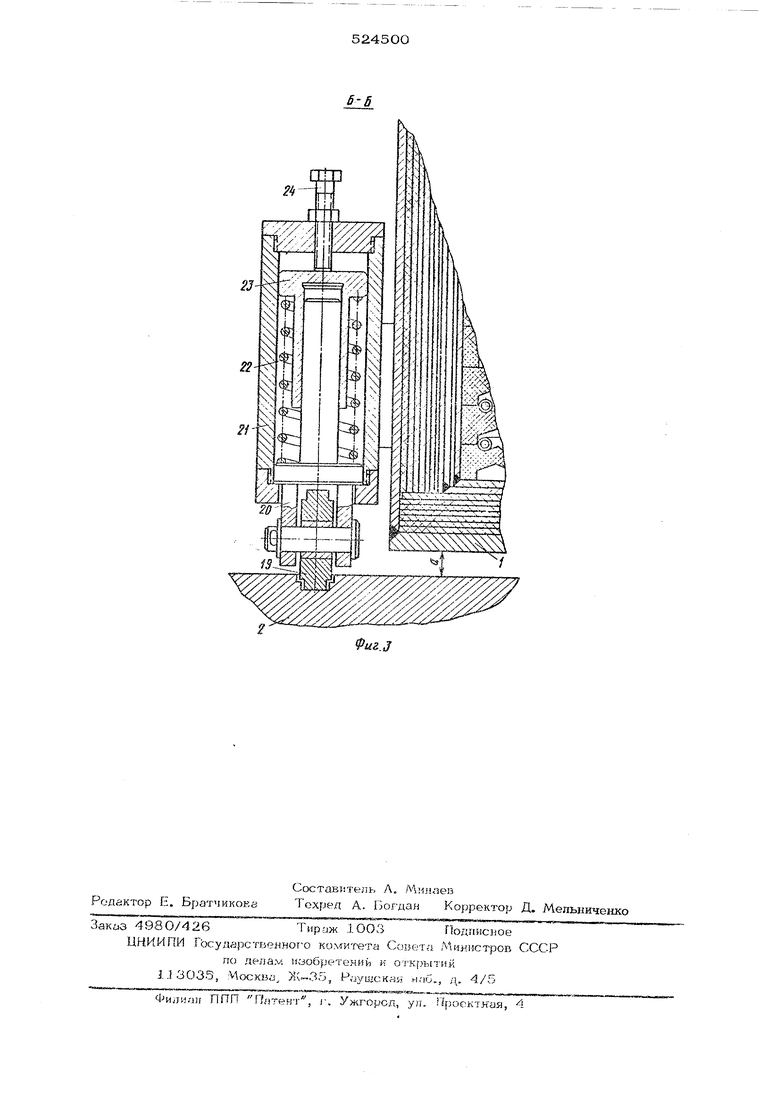
Давление рабочего агента на промежуточ ную плиту 3 выравнивают приводным цилинfipoM 5, который неподвижно укреплен на верхней плите 6, жестко связанной с вертикальными направляющими колоннами 7, Праводной цилиндр 5 своим штоком 8 соединен с подвижной плитой 9, на которой укреплена верхняя попуформа id Усилие приводного цилиндра 5 передается крьпдкой на литейную форму или герметичный кожух 11, подвижную плиту 9, верхнюю плиту 6 и воспринимается направляющими колоннами 7 Чтобы во время работы непрерывно Достигалось жесткое соединение системы: основание 2, герметичная камера 1 и промежуточная плита 3, которое необходимо для выравнивания силы прк разъеме литейной формы и удаления отливки из неподвижной полуформы 12, промежуточная плита 3 прижимается к герметичной камере 1 с помощью клинового запорного устройствар закрепленного на диаметрально распагаоженных колоннах и воздействующего с промежуточной плитой 3, Оно СОСТОИТ из 1шинь ев 13, перемещающихся в параллельных направляющих 14 с номошью присодных тяг 1 длина которых может регулироваться с по мощью муфт 16 и рукоятки 179 устаноЕэте ной на одной из направляющих колонн 7, Герметичная камера 1 поднимается на высоту а с помощью четырех пружинных амортизаторов 18 с нагфавгеяющими роликами смон тированными на нар жной стенке герметичной камеры 1, Они состоят из ролйка 19, установленного на оси на направляющей 2О, и цршиндра 21, неподвижно прикрепленного к герметичной камере 1. В цилиндре находится пружина 22, усилие которой можно регулировать С помовдью тарелки 23 и ви -ьта 24, в зависимости от массы герметичной камеры 1. Рабочие операции для извпечешш тигля для расплава в целях проведения работ по обслуживанию и ремонту, а также обработки расплава проводятся в следующей последовательности. Подвижная гшита 9 посредством приводного цилиндра 5 сдвигается в нижнее конечное положение так, что соединяются обе полуформы 1О и 32 или герметичный кожух 11. Рукоятке 17 клинового запорногоустрой ства поворачивается в попож ние открыто, и клинья 13 с помощью приво.гдаых тяг 15 выходят из пазов колонн 7. С бе половины итейной формы или герметич гд11й кожух 11, подвижная плита 9 и промежуточная плита 3, со смонтированным в ней металлопрово дом 25, соединяются с помои: ,ю известного соединительного элемента 26, поднимаются приводным цилищфом 5 в верхнее положение. Нижний конец металлопр овода 25 остается на высоте 4О-50 мм над поверхностью гер етичной камеры, в то время как она под ействием 22, пружинзых амортизаоров 18 с роликами поднимается на высотуа извлекается вдояь пазов в ссновании 2 и аправляющих планок 27 из ышиины. Установка герметичной камеры в мащину ее перевод в исходное положение производят обратной последовательности. Формула изобретения 1.Машина для литья под низким давлением, включающая основание с укрепленными на нем вертикальными направляющими колоннами, обогреваемый тигель для расплава, расположенный в герметичной камере, на проь1ежуточной плите которой установлены нижняя попуформа и металлопровод, и лодвижную плиту с верхней полуформой, связанную со штоком приводного цилиндра, неподвижно укрепленного на вертикальных колоннах, отличающаяся тем, что, с целью улучщения доступа к обогреБаемо- кту тиглю, герметичная камера подвещена на пружинных амортизаторах, установленных на основании, и снабжена клйяовым запорным устройством, закрепленным на диаметрально расположе1шых коло1шах и взаимодействующим с промежуто-чной плитой, 2.Мащина по п. 1, о т л и ч а ю щ ая с я тем, что клиновое запорное устройство снабжено регулируемыми по длине приводными тягами. 3.Машина по пп, 1, 2, отличающаяся тем, что пружинные амортизаторы снабжены регулируемым винтом. 4.Машина по пп. 1-3, отличающаяся тем, что нолуформы заключены Б герметичные кожухи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Способ литья под давлением и машина для его осуществления | 1981 |
|
SU1287976A1 |
| Установка литья под низким давлением | 1978 |
|
SU789233A1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| ЛИТЬЕВАЯ МАШИНА | 1973 |
|
SU389881A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| ПРЕСС ДЛЯ ЛИТЕЙНОЙ МАШИНЫ И ЛИТЕЙНАЯ МАШИНА | 2018 |
|
RU2760427C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1968 |
|
SU210338A1 |