ка 12 в плоскости, перпендикулярной оси вращения. Приводная шестерня 15 посредСтвом шлицевого соединения связана с ведущим шпинделем 3. Для ограничения длины хода инструмента 7 имеются переставные кулачки 16, закрепленные на оси 17, которая связана с ведущим шпинделем 3. На корпусе 1 закреплен конечный выключатель 18. Шпиндельный узел работает следующим образом. Муфта 8 предельного момента включена и связывает ведущий 3 и ведомый 5 шпиндели. Величину предельного крутящего момента, передаваемого муфтой 8, устанавли вают величиной напряжения, подаваемого в катушку электромагнита 9. Вращая приводную шестерню 15, передают вращение на ведущий 3 и ведомый 5 шпиндели. Поводок 12, выполненный на ведомом шпинделе 5, прижат к упору 13 и обеспечивает взаимную угловую фиксацию ведущего и ведомого щпинделей. При вращении ведущего шпинделя 3 в гайке 2 происходит перемещение его в осе вом направлении, а соответственно и ведомого шпинделя 5 с резьбообразующим инструментом 7, При этом обеспечена жесткая кинематическая связь между вращением и осевым перемещением инструмента. При ввинчивании резьбообразующего инструмента 7 в обрабатываемую деталь 19, в последней нарезае-тся резьба. Как только крутящий момент превысит величину предельного крутящего момента, передаваемого муфтой 8, происходит заклинивание инструмента 7, Ведомый шпиндель 5 останав ливается, так как расцеплена муфта предел ного момента, а ведущий шпиндель 3 вывинчивается из гайки 2 и в то же самое время гайка 4 навинчивается на ведомый шпиндель 5. Вместе с ведущим шпинделем 3 вращается и перемещается упор 13, что приводит к нарушению взаимной угловой фиксации ведущего и ведомого щпинделей. При расцеплении муфты 8 предельного момента шток 10, перемещаясь вправо, нажимает на щгифт конечного выключателя 11 который выключает электромагнит 9 и дает сигнал в систему защиты на реверсирование ведущего шпинделя 3. Перемещение ведущего щпинделя 3 будет продолжаться до тех пор, пока не сработает система защиты и не будет подана команда на реверсирование. Ведущий шпиндель 3 вращается в обратном направлении. Происходит ввинчива- ние щпинделя о в гайку 2 и свинчивание гайки 4 с ведомого шпинделя 5. Упор 13 захватывает псводок 12 и вращает его со скоростью вращения ведущего щпинделя 3, а вместе с ним и инструмент 7, вывинчивая последний из обрабатываемой детали 19. При этом восстанавливается первоначальная угловая фиксация ведущего 3 и ведомого 5 шпинделей, так как упор 13 находится в контакте с поводком 12 ведомого шпинделя 5, Величина реверсирования (количество оборотов шпинделя назад или отвод в исходное положение) устанавливается системой управления. В конце реверсирования подается напряжение на электромагнит 9 и включается муфга 8 предельного момента. Ведущий 3 и ведомый 5 щпинделя с первоначальной угловой фиксацией вращают и перемещают на обрабатываемую деталь 19. Инструмент 7 продолжает нарезку резьбы в отверстии обрабатываемой детали 19. Если крутящий момент резания снова превысит величину предельного крутящего момента, передаваемого муфтой 8, цикл вывинчивания повторяется. Конечный выключатель 18 под действием кулачков 16 дает команду на вьтинчивание ведущего шпинделя 3, а вместе с ним и инструмента 7 по достижении необходимой длины нарезки и останов их в исходном положении. Формула изобретения 1.Шпиндельный узел резьбонарезного станка, включающий расположенные в корпусе ведущий и ведомый шпиндели и устройство для защиты инструмента от поломок, отличающийся тем, что, с целью повышения производительности и качества нарезаемой резьбы, устройство снабжено гайками, одна из которых неподвижно закреплена в корпусе и в ней размещен ведущий щпиндель, а вторая смонтирована в ведущем шпинделе и установлена на ведомом, причем ведомый и ведущий щпиндели снабжены соответственно поводком и упором, взаимодействующими между собой и смещенными относительно друг друга в плоскости, перпендикулярной оси вращения шпинделей на величину, меньшую щага инструмента. 2.Узел по п. 1, отличающийс я тем, что шаг резьбы в гайках, ведущем и ведомом шпинделях выполнен одинаковым, равным щагу инструмента.
hr
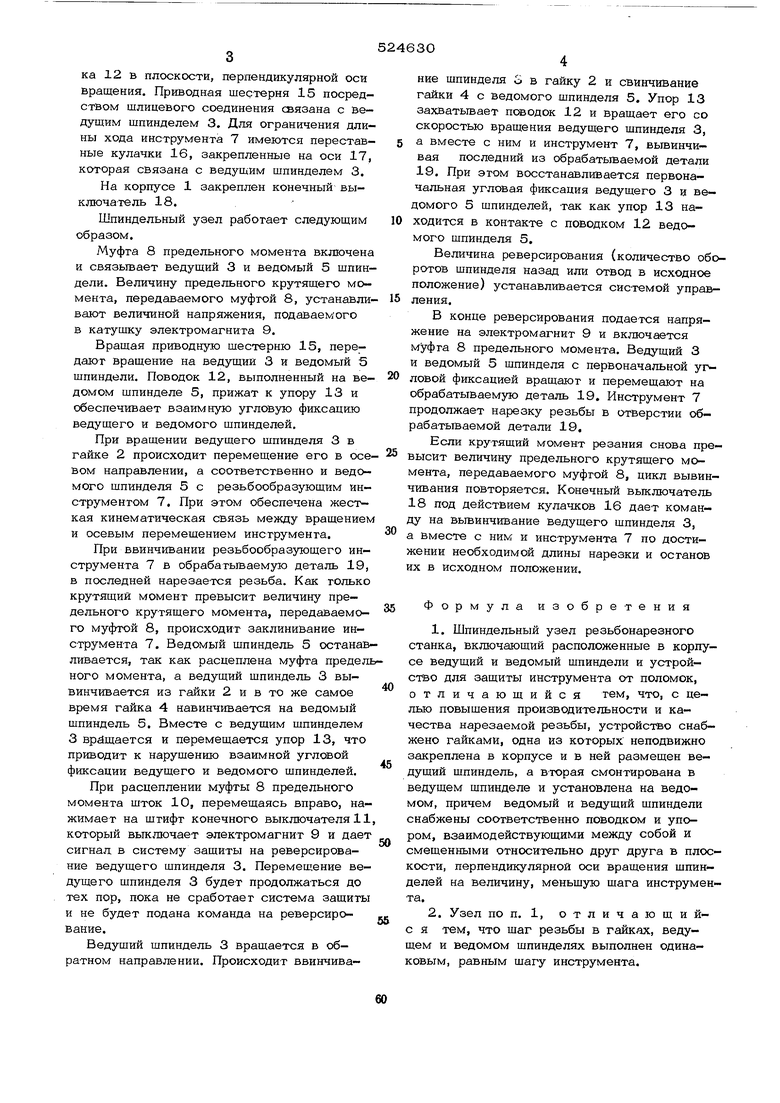
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Патрон для закрепления инструмента | 1981 |
|
SU982853A1 |
| Устройство для обработки резьбовых отверстий | 1985 |
|
SU1303302A1 |
| Станок для нарезания резьб метчиками | 1976 |
|
SU595095A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| Устройство для сборки резьбовых соединений | 1973 |
|
SU496155A1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |

